Em detalhes: reparo faça você mesmo de um par de êmbolos de um verdadeiro mestre para o site my.housecope.com.
Uso: restauração de superfícies desgastadas de peças de precisão, como pares de êmbolos de bombas de combustível de alta pressão. Essência da invenção: as superfícies de apoio são formadas em um êmbolo desgastado na forma de correias cilíndricas espaçadas uniformemente ao longo do eixo do êmbolo e tiras fechadas ao longo dos perímetros das ranhuras cortadas. A largura das tiras e correias é escolhida dentro de 3-4 mm com sua área total de 46-56% da área do êmbolo. As superfícies de suporte são formadas por deposição por eletroerosão de um revestimento de duas camadas com deformação plástica da superfície da primeira camada de revestimento, por exemplo, resistente ao desgaste de VK 8, antes da aplicação da segunda camada de material antifricção, por exemplo, realizada por um eletrodo de cobre-grafite, após o revestimento, o êmbolo é retificado em uma lapidação de ferro fundido com adição de pastas abrasivas. O par restaurado é usado em vez do novo. 1 doente.
A invenção refere-se a um método para restauração eletroerosiva de superfícies desgastadas de peças de precisão e pode ser utilizado em engenharia mecânica e reparo de máquinas para restauração de pares de êmbolos de bombas de combustível de alta pressão (HPFP).
Um método conhecido para restaurar o perfil de trabalho de peças que operam sob condições de desgaste irregular, de acordo com o qual uma camada protetora é aplicada preliminarmente à superfície de trabalho do perfil das peças, cuja espessura é o limite para o modo eletroerosivo selecionado ( ed.st. CCCP N 698746, classe B 23 H 9/00, 1979).
A desvantagem do método conhecido é que a espessura da camada limite para o modo eletroerosivo selecionado é caracterizada por uma concentração de defeitos e tensões residuais de tração, o que é indesejável ao emparelhar peças de pares de precisão.
| Vídeo (clique para reproduzir). |
Mais próximo da solução técnica proposta é um método de recuperação de pares de êmbolos, incluindo a formação de uma superfície de apoio no êmbolo na forma de correias cilíndricas com revestimento antifricção (ed. St. N 1715864, C 21 D 1/78 , 1992).
O método conhecido não fornece recuperação total da vida útil e dos parâmetros operacionais do par de êmbolos.
A invenção baseia-se na tarefa de implementar tal método que aumentaria o recurso do par de êmbolos, intensificaria o processo de amaciamento das superfícies de contato ao longo do tempo, melhorando a qualidade da recuperação.
O problema é resolvido pelo fato de que no método de restauração de um par de êmbolos, que inclui a formação de uma superfície de apoio no êmbolo na forma de bandas cilíndricas com a aplicação de um revestimento antifricção, de acordo com a invenção, o bandas cilíndricas são colocadas uniformemente ao longo do eixo do êmbolo e superfícies de apoio adicionais são formadas na forma de tiras fechadas ao longo dos perímetros das ranhuras de corte, enquanto a largura das tiras e correias cilíndricas é escolhida dentro de 3-4 mm com seu total área de 46-56% da área de superfície do êmbolo, as superfícies de suporte são formadas por deposição por eletroerosão de um revestimento de duas camadas com deformação plástica da superfície da primeira camada de revestimento antes de aplicar a segunda, antifricção.
As vantagens do método anexado são que a aplicação da camada de revestimento inferior de material resistente ao desgaste e a camada superior de material antifricção proporcionam não apenas alta resistência ao desgaste, mas também boa lapidação e amaciamento; o tratamento plástico da superfície da camada inferior antes da aplicação da camada superior garante uma boa adesão da camada ao substrato, mudança das tensões internas de tração para tensões internas de compressão e distribuição uniforme da espessura da camada de revestimento.
O revestimento em forma de tiras uniformemente espaçadas e ao longo do perímetro da ranhura de corte proporciona a formação de microcavidades, correspondendo em sua finalidade a vedações de labirinto.
Os valores da área de revestimento dentro de 46-56% da área total de recuperação com uma largura de tira de revestimento de 3-4 mm são determinados por estudos experimentais adicionais e fornecem um tamanho suficiente da superfície de suporte e a estanqueidade do par de êmbolos .
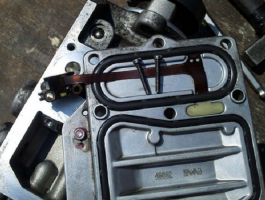
O desenho mostra uma vista geral do conjunto do par de êmbolos, restaurado pelo método reivindicado. O par de êmbolos inclui: êmbolo 1, bucha do êmbolo 2, ranhuras de corte 3, orifício axial no êmbolo 4, orifício diametral no êmbolo 5, orifício de entrada na bucha 6, orifício de derivação na bucha 7, revestimento da superfície de trabalho do êmbolo consistindo de menor desgaste camada resistente 8 e camada antifricção superior 9.
Um exemplo de uma implementação específica do método.
Os êmbolos desgastados das bombas de combustível de alta pressão dos motores a diesel KamAZ-740, feitos de aço ShKh15, foram revestidos com um revestimento resistente ao desgaste em locais acima da ranhura de corte, abaixo da ranhura de corte, ao longo das bordas do ranhura de corte com um eletrodo de liga resistente ao desgaste feito de material VK8 nos seguintes modos: intensidade de corrente I 0,8A, frequência de corrente f 200 Hz, tempo de dopagem 
= 1 min/cm 2 com a formação da largura das tiras do revestimento 3-4 mm e a área total do revestimento formado Fpokr. 46-56% da área de restauração do êmbolo com uma disposição uniforme das tiras de revestimento na superfície a ser restaurada.
Após a aplicação do revestimento, as superfícies do êmbolo a serem restaurados são tratadas com um rolo especial de três rolos com força de rolamento de 100 kgf. O re-revestimento das mesmas áreas é realizado com um eletrodo de cobre-grafite dopante antifricção nos modos I 1.2A, f 200 Hz,
\u003d 1 min / cm 2 ..
Após aumentar o diâmetro externo do êmbolo nas seções 8, 9, ele é retificado em uma camada de ferro fundido com a adição de pasta abrasiva e, em seguida, em conjunto com a luva do êmbolo 2 com pasta abrasiva. Depois disso, o par de êmbolos restaurado dessa maneira é usado em vez de um novo.
Um estudo para determinar a dependência da duração do tempo de operação em horas de um par de êmbolos restaurado, garantindo o fornecimento de combustível operacional na largura da tira do revestimento formado, foi realizado em um suporte especial STAR-12F para fornecimento cíclico de combustível com um vida útil de pelo menos 2500 horas.Os resultados do estudo indicam que com a largura das tiras formadas os revestimentos de 3 mm ou mais proporcionam uma operação estável. A limitação da largura máxima da tira de revestimento de 4 mm é determinada pela viabilidade econômica.
Um estudo para determinar a dependência do tempo de operação em horas de um par de êmbolos restaurado, mantendo uma largura de tira de revestimento de 3-4 mm e garantindo o fornecimento de combustível operacional, dependendo da proporção da área total do revestimento formado (Fcover) para a área de recuperação do êmbolo (Fplung. ) foi realizado em um suporte especial STAR -12F para fornecimento de combustível cíclico, garantindo uma vida útil de pelo menos 3000 horas. Os resultados dos estudos de pares de êmbolos restaurados determinaram a maior duração operação de um par de êmbolos com uma área total do revestimento formado (Fcover) igual a 46-56% da área de recuperação do êmbolo (Flunger) com uma largura de tiras de revestimento formadas de 3-4 mm com sua localização uniforme no restaurado superfície e conformidade com o recurso de um novo par de êmbolos.
Um método para restaurar um par de êmbolos, no qual a formação de uma superfície de apoio no êmbolo na forma de bandas cilíndricas inclui a aplicação de um revestimento antifricção, caracterizado pelo fato de que as bandas cilíndricas são espaçadas uniformemente ao longo do eixo do êmbolo e formam superfícies de rolamento adicionais na forma de tiras fechadas ao longo dos perímetros das ranhuras de corte, enquanto a largura das tiras e correias cilíndricas são selecionadas dentro de 3-4 mm com sua área total de 46 56% da área de superfície do êmbolo , as superfícies de suporte são formadas por deposição por eletroerosão de um revestimento de duas camadas com deformação plástica da superfície da primeira camada de revestimento antes da aplicação da segunda, antifricção.

Vamos começar com o menor, o que é um êmbolo? O êmbolo é um tipo de pistão que é feito na forma de um cilindro, seu comprimento excede seu diâmetro. Em carros a diesel e equipamentos de combustível, os chamados pares de êmbolos se espalharam. O par de êmbolos consiste em um êmbolo e uma manga.
O par de êmbolos é uma das partes principais da bomba de combustível de alta pressão ou, abreviadamente, bomba de combustível de alta pressão. A bomba de combustível de alta pressão registra e fornece a porção necessária de combustível no momento certo para o motor. Ele também o entrega sob uma certa pressão e é alimentado nos cilindros do motor. Para evitar vazamento de combustível em alta pressão através do espaço entre a manga e o êmbolo, o espaço é muito pequeno, apenas 1-3 mícrons. Os êmbolos e mangas são feitos de aço de alta resistência endurecido para alta resistência, resultando em um par de peças precisas e de alta qualidade que não podem ser trocadas separadamente.
Para os pares de êmbolos, a presença de água no óleo diesel é devastadora, pois ao entrar no vão das peças de precisão, o filme de combustível que lubrifica o par nas superfícies de atrito se rompe e o êmbolo funciona por algum tempo sem lubrificação. Como resultado, as chamadas "apreensões" são formadas nas superfícies, como resultado das quais são encravadas. Bem, a própria entrada de água é conhecida de onde, este é o combustível diesel de baixa qualidade, e a água também contribui para a corrosão da manga e do êmbolo, o que leva ao reparo instantâneo dos êmbolos.
Além da água, os problemas também surgem com bastante frequência como resultado de partículas microscópicas de poeira que entram no combustível, funciona como uma ferramenta abrasiva e também prejudica o par de êmbolos na bomba. Devido à entrada de várias impurezas no mecanismo do par de êmbolos, também ocorrem bloqueios e interrupções da bomba e do motor do carro, tudo isso leva ao reparo.
Os pares de êmbolos de bombas de combustível de alta pressão são um mecanismo de alta precisão e, para evitar sua falha, é necessário diagnosticar regularmente o par de êmbolos e usar combustível de alta qualidade.
Para diagnosticar um par de êmbolos de uma bomba de combustível de alta pressão, é necessário ter um equipamento especial que permita verificar o grau de desgaste e a saída de um par de êmbolos e só então, se necessário, ele é substituído por um novo ou restaurado. A reparação de um par de êmbolos consiste na restauração completa dos parâmetros geométricos da manga e do próprio êmbolo. A luva é restaurada por processamento mecânico. O êmbolo é reparado aplicando-lhe cromo duro resistente ao desgaste. Independentemente em uma garagem sem equipamento, ou seja, de forma artesanal, é impossível reparar êmbolos.
Inscreva-se pra uma conta. É simples!
Já registrado? Faça login aqui.

Olá caros usuários do fórum!
Pergunta/problema deste tipo.
Hyundai Terracan 2.9 crdi, o refrigerante estava saindo, eles levaram o carro para o serviço, existem “especialistas” (para dizer a verdade, a cidade é pequena e especialistas em
Quase não temos Hyundai) eles disseram que o vazamento era devido à bomba, eles substituíram a bomba, não dirigimos carros com frequência, então só depois de alguns meses
notei que o problema não foi resolvido e o líquido de arrefecimento ainda desaparece e você precisa completar. Eles o levaram para outro serviço, disseram que o vazamento vem de baixo da “tampa dianteira do motor” e é necessário substituir a junta, que “espremeu/desgastou de vez em quando”, recomendaram encomendar um kit e substituir tudo já (porque, segundo eles, uma junta não é vendida separadamente ), levando em consideração isso e o fato de o serviço não saber se é necessário remover o motor (eles ainda não fizeram esse trabalho), eu tenho as seguintes questões.
1. Preciso retirar o motor para substituir esta junta, “sob a tampa dianteira do motor” ou pode ser substituída sem retirar?
Se eu entendi corretamente o mestre - que me explicou, ela meio que "fecha" as janelas do sistema de refrigeração e fica embaixo ou ao redor da bomba. - (Comprei um carro com suporte, mais recentemente, então sou fraco em seu conserto e outras coisas)
2. É possível comprar e uma junta é vendida separadamente?
Ou ainda comprar um kit e trocar tudo, ou pegar um kit e trocar apenas um? - recomendaram comprar o kit original, é muito melhor que o “não original”?
3.Pelo que entendi, há uma alta probabilidade de que a bomba antiga esteja em ordem e esteja totalmente operacional, posso determinar isso de alguma forma durante uma inspeção visual ou apenas perguntar a um especialista?
obs. Desde já agradeço as respostas, se criei o tópico de alguma forma incorretamente, ou na seção errada, peço desculpas à administração e, se possível, editar/mover para a correta.
PS2. Na Internet, a pedido de uma tampa, apareceu isso, não é?
Pela primeira vez que estou escrevendo para o fórum, por favor, responda com uma solicitação ao novo (não experiente) proprietário do Terrik e me perdoe por não conhecer a parte técnica!
O problema começou com a chegada do calor, ouvi dizer que havia um novo som na traseira do carro (no começo pequei na borracha), acabou que não.
Cheguei ao serviço oficial, o mestre levantou o carro, disse que para a substituição dos rolamentos do semi-eixo, que encomendei com sucesso usando o fórum (eles se recusaram a me substituir lá, porque não podiam garantir a qualidade do reparo, dizendo que já tinham quebrado o semi-eixo)
Inscreveu-se para uma substituição em outro escritório. serviço, quando eles começaram a trabalhar, descobriu-se que não eram rolamentos do semi-eixo, mas o rolamento da engrenagem de acionamento do eixo traseiro (haste), eles giraram o cardan com as mãos e sentiram uma falha no rolamento.
Então eu quero te perguntar, você encontrou esse problema e está certo no serviço?
Se sim, diga-me o que muda em paralelo com o rolamento da haste (ponte LSD), quais são os números das peças.
Em anexo está a marcação do êmbolo e o kit de reparo da gaxeta para o meu 4JG2. Pulverizador esquerdo. Os mestres disseram que Surf, Deliki me serviria. Na verdade, não funcionou assim.
O próprio eixo deve ser lubrificado com pasta de goya e colocado em torno dele?
Existem 5 êmbolos para este motor na loja. Fui aconselhado a trazer o antigo e buscá-lo. O de delica, surf, bighorn 9600, depois subindo 10800, 12000. O meu mais caro é 14500 rublos. Do Japão, eles avaliaram de acordo com a placa (em outra loja) - 9600 rublos. Mas fiquei confuso quando o vendedor disse que eles são os mesmos em todos os 4JG2.
O que é a massa Goya? Mate o êmbolo. Confie este negócio a artesãos com um suporte normal, não aconselho subir sozinho. Certamente não há artesãos em Yuzhno-Sakhalinsk. Os pares de êmbolos são vendidos já moídos no tamanho certo - a pasta só aumentará a folga, a pressão cairá e o vapor irá para o lixo. Por exemplo, no serviço de um irmão, antes da montagem, a bomba e o vapor são bem lavados, todos os elásticos e arruelas de cobre da bomba são trocados (sim, são descartáveis), a caixa de vedação, depois a bomba montada “persegue” por algum tempo no suporte, a pressão é medida, a “dose de combustível” de partida está sendo feita, o ajuste está sendo feito, etc. etc.
E o preço é de cerca de 7 a 10 rublos para tudo. Eu dirigi o carro de manhã, peguei-o à tarde - eles removerão / instalarão a bomba, trocarão o êmbolo, ajustá-lo como um relógio, se necessário - substituir a correia dentada, juntas do cabeçote, verificar os injetores, substituir os pulverizadores (basicamente tudo é por uma taxa adicional). Um par de êmbolos está incluído neste dinheiro (recuperado com cromo de uma bomba semelhante e não importa o que os oponentes desse método digam - eu mesmo patinei por 4 anos e nem penso em subir na bomba, um mês atrás Acabei de trocar os elásticos, porque o anel do gatilho estava desgastado e a bomba começou a vazar - 30 minutos de operação).
PS: O principal é trocar o filtro a tempo e não inundar o solário de origem desconhecida.
Processo tecnológico reparação de pares de êmbolos niquelagem química inclui as seguintes operações:
- lavagem, controle e triagem de peças;
- processamento mecânico de êmbolos e mangas;
- niquelagem química de êmbolos;
- processamento de êmbolos após extensão;
- seleção e retificação mútua de peças;
- controle e aceitação do vapor.
Lavagem, controle e classificação de pares de êmbolos. O controle e classificação de pares de êmbolos consiste em uma inspeção externa das peças e um teste de densidade. Atenção especial deve ser dada à detecção de corrosão. Se forem encontrados vestígios de corrosão ou arranhões longitudinais, as peças são reparadas.Os pares de êmbolos com uma superfície de trabalho lisa são testados quanto à densidade. Casais de êmbolo, cuja densidade é menor que a norma, desmonte; êmbolos e mangas são enviados para reparo.
Usinagem do êmbolo. Para dar à superfície de trabalho a forma geométrica correta, bem como remover traços e riscos, as peças são submetidas a processamento mecânico (preliminar e acabamento). A lapidação preliminar da superfície de trabalho dos êmbolos com lapidação de ferro fundido é realizada em um cabeçote de acabamento especial ou torno.
Usinagem de manga. A usinagem de mangas inclui as seguintes operações:
- lapidação preliminar do furo;
- furos de lapidação finos;
- lapidação da superfície final;
- controle e classificação de peças em grupos.
Niquelagem química de êmbolos. As superfícies do êmbolo que não são submetidas a niquelagem química são cobertas com uma camada fina e contínua de verniz de PVC e secas em estufa a uma temperatura de 30-40 ° C. Para garantir uma boa adesão da liga, a superfície do a peça é cuidadosamente desengordurada com gasolina e cal cálcio-magnésio.
Processamento após extensão. Se necessário, as peças são retificadas para dar à superfície de trabalho uma forma geométrica mais regular. A dobra deve se mover livremente ao longo do eixo do êmbolo a 150-200 rpm da peça. Ao processar, recomenda-se usar uma pasta GOI fina. Após uma lavagem completa em gasolina, as peças são medidas e classificadas em grupos de acordo com o tamanho dos diâmetros das superfícies de trabalho com um intervalo de 2 mícrons.
Seleção e retificação mútua. Após a usinagem final, os êmbolos são selecionados e ajustados às mangas. O êmbolo deve entrar na manga aproximadamente no comprimento da correia de trabalho. A retificação mútua das peças é realizada a 150-200 rpm do fuso. Neste caso, uma pasta fina de GOI ou óxido de alumínio é usada. Mova a manga ao longo do êmbolo suavemente, sem pressão. O final do acabamento é caracterizado pelo movimento mais livre da manga sobre toda a superfície da guia.
Os vapores prontos são lavados com gasolina e soprados com ar comprimido.
Controle de pares e aceitação. A qualidade das superfícies de retificação é determinada por inspeção externa e verificação do movimento suave do êmbolo na luva. O par é então testado quanto à densidade.
As superfícies lapidadas do êmbolo e da luva devem ter um brilho uniforme, sendo permitida a presença dos menores movimentos pouco visíveis a olho nu.
Após a lavagem das peças em óleo diesel, o êmbolo, estendido da luva em 40-50 mm, deve cair na posição vertical sob seu próprio peso até parar no final da luva. Não são permitidas resistências locais, travagem e aderência do êmbolo na manga.
A densidade dos pares de êmbolos é determinada por testes de pressão com uma mistura de óleo MT-16P e combustível diesel com viscosidade de 10 cst a 50 ° C.
Os vapores são testados sob uma pressão de 300 kg/cm2 a uma temperatura do líquido de 18-20°C.
No arroz. 164 mostra um dispositivo para crimpagem de pares de êmbolos. O par de teste é instalado em uma luva removível especial 3, na qual a luva é travada com um parafuso. A manga removível tem ranhuras para ajustar o êmbolo no ângulo de rotação em relação às janelas da manga para a posição de fornecimento máximo de combustível. O conjunto de bucha com o par de teste é instalado no soquete do corpo 9 do dispositivo.
A extremidade da manga é vedada com um calcanhar retificado 8 e fixada com um parafuso 6 através da haste 7. A carga 12 move o êmbolo para cima através do sistema de alavancas 1 e o empurrador 2. A alavanca 5 é usada para levantar a carga para a posição superior e a trava 11 é usada para prendê-la. A alavanca especial 10 foi projetada para alimentar o êmbolo durante o reteste.
Arroz. 164. Dispositivo para teste de pressão de pares de êmbolos.
O par é testado na seguinte ordem. A carga é fixada na posição superior, a luva do dispositivo, juntamente com o êmbolo, é instalada no soquete do alojamento, a extremidade da luva é vedada e a cavidade acima do êmbolo é preenchida com a mistura de pressão por abrindo a válvula 4 da tubulação.Em seguida, a trava de carga é liberada. Sob a ação da carga, o êmbolo comprime a mistura a uma pressão de 300 kg/cm2 e, movendo-se para cima, gradualmente a espreme através da abertura do par de teste. A duração da queda da carga, que determina a densidade do par, é percebida pelo cronômetro. Cada par é pressionado 3 vezes. Os testes são considerados corretos se a diferença entre os dados obtidos de dois experimentos não exceder 3 segundos. Se a diferença for maior, o vapor deve ser lavado em óleo diesel limpo e testado novamente.
Os pares de êmbolos reparados são classificados de acordo com sua densidade em três grupos. O primeiro grupo inclui pares com um tempo de crimpagem de 6 a 10 segundos, o segundo - 10 a 15 segundos. e pelo terceiro suco 15-20. Cada bomba está equipada com pares de êmbolos do mesmo grupo de densidade.
Os pares que não atendem às especificações em termos de densidade são enviados para remontagem. Em caso de ligeira aderência, o par de êmbolos é novamente lavado com óleo diesel limpo e repressurizado.
Para verificar sistematicamente o estado do suporte, use os pares de controle e referência. Além disso, uma manga de controle é feita para cada suporte. Usando esta manga, dois pares de êmbolos são selecionados entre as novas peças, cuja densidade corresponde ao tempo de crimpagem 6; 10 e 20 seg. A seleção de bolas de êmbolo é realizada a uma temperatura de 18 ° C em uma mistura padrão. Os pares de controle são marcados: "K-6 sec"; K-10 seg" e "K-20 seg". Esses pares são armazenados no OTK de fábrica.
Para peças de referência, adota-se a seguinte marcação: "E-6 seg"; "E-10 seg" e "E-20 seg". Esses pares são usados pelo encarregado de controle da oficina.
A diferença permitida na densidade dos pares de referência e controle é de 0,5 seg. para pares com densidade de 6 e 10 seg. e 1 seg. para pares com densidade de 20 seg.
Todos os dias no início do trabalho, bem como após o enchimento do tanque do estande com mistura fresca, a densidade dos pares de referência é medida na bucha de trabalho do estande.
As leituras do suporte são consideradas corretas se a densidade obtida do par diferir da nominal (marcada no par de referência) em não mais que 1 segundo. para pares com densidade de 6 seg., por 2 seg. para pares com densidade de 10 seg. e pa 4 seg. para pares com densidade de 20 seg. Se a diferença nas leituras for maior que os valores especificados, o par de referência é verificado em relação à manga de controle. A diferença permitida nas leituras ao testar um par de referência nas mangas de controle e de trabalho não é permitida mais de 0,5 seg. para pares com densidade de 6 e 10 seg. n 1 seg. para pares com densidade de 20 seg. Se a diferença nos resultados do teste for maior, a bucha de trabalho do suporte e o calcanhar de vedação são substituídos por peças novas. Duas vezes por mês, o par de referência é verificado em relação ao par de controle na manga de controle.
Após a classificação em grupos, os pares de êmbolos são marcados. As peças destinadas ao armazenamento a longo prazo são conservadas. Para fazer isso, o par de êmbolos é lavado em gasolina pura, seco, fixado em uma estrutura especial e imerso em um banho de óleo de aviação a uma temperatura de 110-120 ° C. Depois que a liberação de espuma parar, o quadro com as peças é removido. Depois que o óleo é drenado da superfície das peças, o quadro por 2-3 segundos. imerso em banho com mistura conservante contendo 100 g de parafina por 1 kg de óleo de aviação. A temperatura da mistura é de 75-85°C.
Após a preservação, cada par é embrulhado em papel pergaminho encerado ou azocerita e colocado em uma caixa.
Atenção! Uma rede de serviços de automóveis a preços favoráveis. Verificação do alinhamento das rodas GRATUITAMENTE! Sem filas! Conserto no mesmo dia!
Baixar/Imprimir Tema
Baixe o tema em vários formatos ou veja a versão para impressão do tema.
A bomba de combustível de alta pressão é uma parte essencial de todos os motores a diesel. Devido a este mecanismo, o combustível torna-se não apenas um líquido, mas uma mistura ar-combustível. A operação da bomba também é afetada por uma peça como um par de êmbolos. Ela é responsável pelo fornecimento de combustível e sua distribuição.
Existem duas partes principais no design deste elemento - um êmbolo e uma bucha.
O êmbolo consiste em um pequeno pistão cilíndrico. Quando a bomba está funcionando, o êmbolo se move dentro da luva. Realizando movimentos para cima e para baixo, o êmbolo suga o combustível e, em seguida, é injetado alternadamente nos bicos dos cilindros de trabalho, onde acende sob alta pressão no estado atomizado. O par de êmbolos da bomba injetora possui vários orifícios na bucha por onde entra o óleo diesel para injeção posterior.
Em outras palavras, o principal objetivo do par de êmbolos é medir com precisão o combustível, para então fornecê-lo aos cilindros do motor. Além disso, este elemento ajuda a bomba a fornecer combustível no momento certo com a pressão certa. Para que tudo seja realizado sem falhas, é necessário que o par de êmbolos atenda a todos os requisitos. Portanto, um par de êmbolos, cujo preço não é tão pequeno, deve ser produzido em equipamentos de alta tecnologia; é irreal fazê-lo em casa.
Par de êmbolos da bomba injetora - um elemento complexo, deve ser operado com cautela e cumprir constantemente os requisitos necessários. Para que o dispositivo funcione de maneira suave e eficiente, apenas combustível de alta qualidade deve ser usado. Como a qualidade do combustível em nossos postos de gasolina deixa muito a desejar, a restauração de pares de êmbolos é um serviço muito popular.
O combustível de baixa qualidade contém um grande número de elementos químicos, o que reduz significativamente a durabilidade do par de êmbolos. O efeito mais negativo é produzido pela água, que entra no combustível como condensado. Se houver muita água entre a luva e o êmbolo, o filme lubrificante viola sua integridade e a peça continua a funcionar sem lubrificação. Isso pode deformar tanto a peça que restaurar os êmbolos simplesmente não ajudará. Resta apenas comprar um par de êmbolos na loja e tentar reabastecer apenas com combustível de alta qualidade.
Existem vários sinais de que uma peça está com defeito. Uma delas é a falha na partida do motor, principalmente quando o motor está aquecido. Você também pode descobrir se o par de êmbolos da bomba injetora está funcionando normalmente enquanto o motor está funcionando. Você tem que prestar atenção à qualidade do seu trabalho. Se o par de êmbolos estiver com defeito, o motor perde energia e funciona com sons incomuns. Além disso, o motor pode ficar irregular e instável. Se pelo menos um sintoma foi notado, é necessário fazer um diagnóstico.
Deve-se notar que o equipamento especial é usado para diagnóstico. Portanto, é muito difícil dizer em casa se o par de êmbolos está com defeito ou não. Na estação de serviço, os profissionais podem informar com precisão sobre o mau funcionamento e o método de resolver isso é o ajuste ou a substituição completa. Durante o reparo, é necessário equipamento especial para restaurar o aperto da bucha e do êmbolo.
Agora devemos dizer-lhe como substituir o par de êmbolos. Primeiro você precisa ir à loja, pegar e comprar um par de êmbolos que caberá em um único motor. É necessário desmontar tudo o que é removido ao redor da bomba de combustível. Isso é necessário para remover o par de êmbolos antigo sem problemas e nada interfere. Em seguida, você precisa remover a tampa frontal do motor, desapertar a porca que prende a engrenagem de acionamento e, em seguida, desapertar todos os tubos e remover a bomba de combustível. Todas as peças que estão na sujeira, ao mesmo tempo, devem ser limpas. Somente depois disso, você pode começar a desmontar a bomba de combustível, desaparafusar o próprio par de êmbolos, mas faça isso com extrema cautela e em um local especialmente preparado com um conjunto de ferramentas necessárias.
É necessário drenar cuidadosamente o combustível, desmontar o antigo par de êmbolos, verificar o estado das peças restantes, ou seja, arruela de cames, roletes, bomba de reforço, etc.Então você pode montar tudo na ordem inversa, depois de lavar bem o par de êmbolos com óleo diesel de conservação antes da instalação.
Para ajustar a quantidade de combustível que é injetada, há uma borda de corte especial no êmbolo. Quando o êmbolo se move para cima, ele primeiro fecha o orifício de saída e, através dessa borda, o orifício se abre levemente. O corte desta aresta é feito em espiral, de modo que quando o êmbolo é girado, o tempo de corte muda. Para que o êmbolo gire e faça movimentos de translação, ele repousa sobre a arruela de cames e engata em seu pino. Quando a arruela gira, ela também gira o êmbolo, e os cames correm para os rolos e o empurram. O êmbolo é ajustado usando calços de várias espessuras. O mais importante é não esquecer que o par de êmbolos, cujo preço é bastante grande, é muito frágil e complexo, então você precisa manuseá-lo com muito cuidado.
A operação de um motor diesel é de quatro ciclos, durante os quais se forma uma mistura combustível de combustível e ar. A ignição não ocorre devido a uma faísca, mas devido à alta pressão, portanto, a taxa de compressão dos motores a diesel é sempre aumentada.
Cummins Inc. é um dos principais fabricantes mundiais de motores e geradores a diesel. Os motores desta empresa são muito diferentes: a potência varia de 30 a 3600 cavalos de potência e os tamanhos dos motores de 1,5 a 90 litros.
Não há unidade mais complexa e responsável em um motor diesel do que o sistema de injeção de combustível, mais precisamente, sua parte principal - a bomba de combustível de alta pressão. Muitas peças de acoplamento, unidades altamente carregadas, a presença de um sistema de dosagem de precisão tornam o reparo de bombas de combustível de alta pressão uma tarefa difícil, mesmo em condições de serviço. É ainda mais difícil reparar a bomba de combustível de alta pressão de um motor a diesel com suas próprias mãos.
Na tecnologia automotiva, quase tudo é reparado, exceto, talvez, retentores e manguitos de óleo individuais, cujo reparo é impossível sem materiais especiais. A complexidade de configurar, diagnosticar e reparar bombas de combustível de alta pressão exige que o funcionário tenha habilidades para trabalhar com mecânica de precisão.
É simplesmente impossível configurar de acordo com os parâmetros de fábrica, sem um suporte de diagnóstico especial para reparar bombas de combustível de alta pressão. Durante o estudo diagnóstico da bomba injetora, é necessário verificar:
- alimentação cíclica da bomba de alta pressão, em toda a faixa de rotações do eixo da bomba de combustível de alta pressão, na partida e após o corte do fornecimento de combustível;
- estabilidade da pressão desenvolvida;
- Fornecimento uniforme da bomba de combustível de alta pressão injetada para o injetor de combustível.
Mesmo tendo acesso a um suporte de diagnóstico e tendo estudado a questão do reparo de uma bomba de combustível de alta pressão usando vários vídeos, é muito difícil verificar e avaliar qualitativamente seu trabalho.
Em motores diesel pesados, são usadas bombas de injeção em linha de pistão. Esses dispositivos são mais difíceis de manter e reparar, pois exigem equipamentos especiais para desmontá-los, portanto, não consideraremos essas bombas de combustível de alta pressão e seu reparo.
Em um motor diesel de passageiros, uma bomba de injeção do tipo distribuição é quase sempre usada. Diferentemente da linha, em uma bomba de distribuição, a força no êmbolo é transmitida usando um came perfilado. O design da bomba de injeção acabou sendo mais compacto, mas dificilmente é mais fácil esperar repará-lo no joelho.
A bomba de injeção Bosh VP44 é considerada a mais famosa e acessível. Muitas vezes, a necessidade de reparar o interior da bomba surge quando:
- má tração e combustão incompleta de combustível, mesmo em condições ideais - na ausência de carga e um motor completamente aquecido;
- falha repentina e parada do motor diesel sob carga, como se costuma dizer, "morte na decolagem". Normalmente, o scanner nesses casos diagnostica o código P1630 e P1651.
- o aparecimento de um vazamento de combustível diesel na área da glândula da vedação do eixo central da bomba de combustível de alta pressão.
Portanto, nos limitamos à questão de reparar as bombas de combustível de alta pressão com nossas próprias mãos, substituindo as vedações e eliminando o desgaste das superfícies de trabalho das peças.
Antes de desmontar a vedação do eixo de acionamento da bomba injetora, tente movê-la no sentido radial. Se a folga for sentida manualmente, a causa do vazamento de combustível pode ser o desgaste da superfície de trabalho do eixo ou o rolamento precisa ser reparado.
Um grande número de planos divididos e superfícies de contato de peças exigiu o uso de um grande número de vedações e vedações. Como regra, eles são feitos de material de alta qualidade e servem por um longo tempo até serem danificados durante o reparo ou a manutenção. Neste caso, para o reparo do tipo "faça você mesmo" da bomba injetora Bosch, são usados kits de reparo padrão.
Basta substituir a vedação no sensor de posição do eixo e no controle de avanço da injeção durante o reparo. Para um melhor ajuste em novos anéis e elásticos, você pode deixar cair algumas gotas de óleo do eixo ou do motor.

Para o reparo preventivo da bomba injetora Bosch com suas próprias mãos, você precisará desmontar a bomba aproximadamente na seguinte ordem:
- remova a válvula dosadora da extremidade da bomba injetora. Para isso, desaperte os quatro parafusos da placa de pressão, solte cuidadosamente o cabo da válvula de avanço da injeção. Depois de remover os três parafusos que prendem a válvula dosadora, você pode removê-la cuidadosamente do soquete;
- desparafusando o suporte na tampa superior, você pode remover a placa de controle e acessar a eletrônica;
- ajuste a posição do eixo, conforme mostra a foto, retire a câmera e tenha acesso ao interior da bomba injetora;


- depois de desmontar o rolamento com a ajuda de um extrator especial, temos a oportunidade de estudar o potencial culpado pelo mau desempenho da bomba injetora - o pistão da unidade de avanço da injeção. Muitas vezes há desgaste superficial e rasgo nas bordas da peça. Você pode tentar reparar a superfície polindo, substituir a peça inteira é muito mais caro.


Após o reparo, a montagem é realizada na ordem inversa com a lavagem das peças com óleo diesel.
Muitas vezes, além do desgaste, há outra razão na superfície dos pistões pela qual a bomba de injeção não desenvolve a pressão necessária. Esta causa pode ser detritos, filmes ou depósitos de parafina depositados na tela do filtro dentro da bomba. Há uma malha na lateral do tubo de entrada. A descarga dos canais é problemática e ineficiente, é mais fácil remover a malha e soprá-la com ar comprimido.
Pedaços quebrados de detritos podem travar o pistão do êmbolo ou até mesmo fazer com que o eixo de acionamento da bomba quebre ou quebre. Portanto, a limpeza deve ser realizada com muito cuidado para evitar a contaminação das cavidades internas da bomba.
Entre as muitas razões para a falha do “fígado” eletrônico da bomba de combustível de alta pressão, a quebra ou queima dos contatos da placa de controle e a falha dos transistores de potência são mais comuns do que outras. Se o conhecimento e as habilidades de trabalhar com dispositivos eletrônicos permitirem “diagnosticar” o desempenho dos transistores e reparar, você deve tentar identificar a causa e substituir o culpado por um elemento reparável.
Para verificar a condição do “culpado”, você precisa abrir cuidadosamente a tampa preta, firmemente encaixada na vedação de borracha com parafusos. Deve ser removido com cuidado para não danificar a própria vedação.


O motivo da falha não apenas do transistor, mas de toda a placa pode ser o ar que entrou na cavidade devido ao mau desempenho do sistema de drenagem ou de uma válvula de retenção. Muitas vezes, eles tentam eliminar a ventilação girando o motor de partida, na esperança de bombear combustível diesel para a bomba de combustível de alta pressão dessa maneira. Neste momento, o transistor está aberto e carregado ao máximo, o que leva a um aquecimento intenso. Em um ambiente de ar com baixa dissipação de calor, inevitavelmente queimará. Em alguns carros alemães, há proteção que impede a tentativa de dar partida no motor na falta de combustível na linha. Para fazer isso, use o sensor de combustível no tanque.
A falha do transistor pode ser estabelecida por um testador de "discagem" ou pela aparência. A melhor opção para reparar esse mau funcionamento seria substituir toda a placa de controle.Talvez isso seja mais caro do que soldar, mas dará qualidade garantida e operação estável da bomba de combustível de alta pressão após o reparo. Como último recurso, dê a placa e o transistor para soldagem a especialistas - engenheiros eletrônicos.
Ao instalar e remontar após o reparo, verifique o aperto de todos os fixadores.
Se durante o processo de revisão você não fez substituições precipitadas e irracionais de peças, a bomba montada deve funcionar aproximadamente com os mesmos parâmetros de antes. Como padrão, para testar e ajustar a bomba de injeção após uma grande revisão, use o suporte Bosch EPS-815.
No vídeo você pode aprender como aumentar a pressão do êmbolo na bomba injetora Bosch VE:
| Vídeo (clique para reproduzir). |














