
Em detalhes: reparo faça você mesmo de uma máquina de perfuração 2n125 de um verdadeiro mestre para o site my.housecope.com.
Fabricante de furadeiras verticais modelos 2N125, 2N135, 2N150, 2G175 - Fábrica de máquinas-ferramenta Sterlitamak, OOO NPO Stankostroeniefundada em 1941.
A história da Fábrica de Máquinas-Ferramenta de Sterlitamak começa em 3 de julho de 1941, quando começou a evacuação da Fábrica de Máquinas-Ferramenta de Odessa para a cidade de Sterlitamak.
Já em 11 de outubro de 1941, a Fábrica de Máquinas-Ferramenta Sterlitamak começou a produzir máquinas de agregados especiais para a indústria de defesa.
Atualmente, a planta produz equipamentos para metalurgia, incluindo tornos e fresadoras CNC, centros de usinagem multifuncionais, ferramentas para metalurgia e corte.
A furadeira vertical universal 2H125, com diâmetro nominal de furação de 25 mm, é utilizada em empreendimentos com produção individual e em pequena escala e foi projetada para realizar as seguintes operações: furar, escarear, escarear, escarear, escarear e desbastar com facas.
Os limites do número de rotações e avanços do fuso permitem processar vários tipos de furos em condições de corte racionais.
Cronologia produção pela fábrica de furadeiras verticais série 2125 com diâmetro de furação de até 25 mm:
- 2125 - o primeiro modelo de uma série de furadeiras verticais, produzidas de 1945 a 1950.
- 2A125, 2A125A, 2A125K - os seguintes modelos da série, foram produzidos de 1950 a 1965.
- 2N125, 2N125A, 2N125K, 2N125F2 - o modelo mais popular e de massa da série, produzido de 1965 ao início dos anos 90
- 2S125, 2S125-01, 2S125-04 - os modelos mais recentes da série. Fora de produção em 2014
| Vídeo (clique para reproduzir). |
A presença nas máquinas do avanço mecânico do fuso, com controle manual dos ciclos de trabalho.
Permite o processamento de peças em uma ampla gama de tamanhos de diversos materiais usando ferramentas feitas de aços de alto carbono e alta velocidade e ligas duras.
As máquinas estão equipadas com um dispositivo de reversão do motor elétrico do movimento principal, que permite que sejam rosqueadas com as torneiras da máquina quando o fuso é alimentado manualmente.
Categoria de colocação 4 de acordo com GOST 15150-69.
O desenvolvedor é o Odessa Special Design Bureau of Special Machine Tools.
Para o processamento de furos de diferentes diâmetros, são usadas máquinas de perfuração verticais básicas: 2S125. Os dois últimos dígitos de cada número de modelo indicam o maior diâmetro do furo em mm que pode ser perfurado nesta máquina em 45 blanks de aço.
Com base nos modelos básicos de máquinas-ferramenta acima, foram criados os seguintes modelos modificados:
2H125A - furadeiras verticais com controle automatizado (o controle é feito por meio de cames e botões pré-configurados);
2N125K - coordenar furadeiras verticais com mesa cruzada;
2Н125С - furadeiras verticais especiais de posição única com pena flangeada, que serve para montar cabeçotes multifusos;
2Н125Н - furadeiras multiposições projetadas para instalar cabeçotes multifusos e mesas rotativas;
2N125F2 – Máquinas de perfuração CNC, mesa cruzada e torre, etc.
- 2T125, 2T140, 2T150 - fabricante: Gomel Plant of Machine Tool Units
- 2AC132, 2AC132-01 - fabricante: Astrakhan Machine Tool Plant
- 2L125, 2L132, 2L135, LS25, LS35 - fabricante: Lipetsk Machine Tool Enterprise (PJSC STP-LSP)
- MN25L, MN25N-01 - fabricante: fábrica de máquinas-ferramenta Molodechno
Desenho do espaço de trabalho da furadeira 2H125
Foto da furadeira 2H125
Localização das principais partes da máquina de perfuração 2H125
- Acionamento da máquina de perfuração - 2Н125.21.000
- Caixa de engrenagens da máquina - 2Н125.20.000
- Bomba de pistão de óleo - 2.125.24.000 para máquina 2.125
- Bomba de pistão de óleo - 2Н135.24.000
- Caixa de alimentação - 2-125.30.000
- Coluna, mesa, fogão - 2Н125.10.000
- Mecanismo de controle de velocidade e alimentação - 2Н125.25.000
- Armário elétrico - 2-125.72.000
- Equipamento elétrico - 2.125.94.000
- Conjunto do eixo - 2-125.50.000
- Sistema de refrigeração da máquina - 2Н125.80.000
- Cabeça de perfuração - 2Н125.40.000
A localização dos controles para a máquina de perfuração 2H125
- Placa - Refrigerante de “enchimento”
- Placa - "Drenagem"
- Válvula de partida de resfriamento
- + 19 parafusos para ajustar a cunha da mesa e a cabeça de perfuração
- Alça de viagem de mesa
- Braçadeira de mesa e parafusos de cabeça de perfuração
- Placa - “Aterramento”
- Interruptor introdutório
- Etiqueta - “Interruptor Principal”
- Botão de sinal MÁQUINA LIGADA
- Botão para ligar a rotação direita do fuso
- Botão para ligar a rotação esquerda do fuso
- Botão para ativar o movimento de balanço do fuso ao alternar velocidades e avanços
- Botão de mudança
- Botão de parada
- Placa - “Velocidade”
- Sinal - "Mude a velocidade apenas quando parado"
- Braçadeira de mesa e parafusos de cabeça de perfuração
- +4 Parafusos para ajustar a cunha da mesa e a cabeça de perfuração
- Placa - “Avanço, mm por revolução”
- Alavanca de mudança de alimentação
- Botão de habilitação de alimentação manual
- Volante do mecanismo de alimentação
- Membro para contar a profundidade de processamento
- Interruptor
- Placa - “Resfriando”
- Interruptor da bomba de refrigerante
- Cam de ajuste de profundidade
- Came para definir a profundidade da linha a ser cortada
- A alavanca de reversão automática do acionamento principal quando a profundidade especificada da rosca é atingida
- Alavanca de corte de alimentação de energia quando uma profundidade de processamento predeterminada é atingida
- Quadrado para movimento manual da cabeça de furação
Diagrama cinemático da máquina de perfuração 2H125
A lista de símbolos gráficos na máquina de perfuração 2H125
Desenho da caixa de engrenagens da furadeira 2H125
Caixa de velocidades e acionamento. O redutor informa o fuso de 12 diferentes velocidades de rotação com a ajuda dos blocos móveis 5 (Fig. 7), 7, 8. Os suportes do eixo do redutor são colocados em duas placas - a superior e a inferior 4, fixadas entre si por quatro engates 6 O redutor é acionado em rotação por um motor elétrico localizado verticalmente através de um acoplamento elástico 10 e engrenagem 9. O último eixo 2 da caixa - a luva - possui um orifício ranhurado através do qual a rotação é transmitida.
Através do par de engrenagens 3, a rotação é transmitida para a caixa de alimentação.
A lubrificação da caixa de engrenagens, bem como de todas as unidades de montagem do cabeçote de perfuração, é realizada a partir de uma bomba de pistão montada na placa inferior 4. O funcionamento da bomba é controlado por um medidor de óleo especial na frente do submotor placa.
Mecanismo de controle para velocidades e avanços de uma furadeira 2H125
O mecanismo para comutação de velocidades e avanços de uma máquina de perfuração 2H125
Mecanismo para comutação de velocidades e avanços. A comutação de velocidades é realizada pela alça 2 (Fig. 8), que possui quatro posições ao longo da circunferência e três ao longo do eixo, a comutação de avanços é realizada pela alça 3, que possui três posições ao longo da circunferência para máquinas dos modelos 2H135 e quatro para 2H150 e três posições ao longo do eixo. As alças estão localizadas na parte frontal da cabeça de perfuração. A contagem regressiva das velocidades e avanços incluídos é feita de acordo com as placas 1 e 4.
Desenho da caixa de alimentação da furadeira 2H125
Caixa de velocidade. O mecanismo é montado em uma carcaça separada e instalado na cabeça de perfuração. Ao movimentar dois blocos triplos de engrenagens, são realizadas nove alimentações diferentes nas máquinas 2S125, 2S135 e doze alimentações na máquina 2S150. Nas máquinas 2N125 e 2N135, as caixas de alimentação diferem apenas no acionamento, que consiste na máquina 2N125 das engrenagens 1 (Fig. 9), nas máquinas 2N125, 2N135 - das engrenagens 2, 3 - respectivamente.A caixa de alimentação é montada no furo do suporte superior do sem-fim do mecanismo de alimentação. No último eixo da caixa, é plantada uma embreagem 4, que transmite a rotação ao sem-fim.
Desenho da cabeça de perfuração da máquina de perfuração 2H125
Cabeça de perfuração é uma carcaça de seção em caixa na qual todas as unidades principais de montagem da máquina são montadas: uma caixa de engrenagens, uma caixa de alimentação, um fuso, um mecanismo de alimentação, um contrapeso do fuso e um mecanismo de comutação de engrenagem e alimentação.
Mecanismo de alimentação, que consiste em uma engrenagem helicoidal, um eixo horizontal com cremalheira e pinhão, um membro, um came e embreagens de roquete, um volante, é parte integrante da cabeça de perfuração.
O mecanismo de alimentação é acionado a partir da caixa de alimentação e foi projetado para realizar as seguintes operações:
- aproximação manual da ferramenta à peça;
- ligar a alimentação de trabalho;
- avanço de alimentação manual;
- desligar a alimentação de trabalho;
- retirada manual do fuso para cima;
- alimentação manual usada no rosqueamento.
O princípio de funcionamento do mecanismo de alimentação é o seguinte: quando o volante 14 (Fig. 10) gira, a embreagem do came 8 gira sobre si mesma, o que gira o eixo do pinhão 3 da cremalheira e do pinhão através da meia-embreagem da luva 7 , e o fuso é alimentado manualmente. Quando a ferramenta se aproxima da peça, ocorre um torque no eixo da engrenagem 3 que não pode ser transmitido pelos dentes da embreagem do came 8, e a meia embreagem 7 se move ao longo do eixo até que as extremidades dos cames das peças 7 e 8 fiquem um contra o outro. Neste momento, a embreagem do came 8 gira em relação ao eixo da engrenagem 3 em um ângulo de 20 °, que é limitado por uma ranhura na parte 8 e um pino 10. Um disco de catraca de dupla face 6 fica no suporte - metade -embreagem 7, conectada à meia-embreagem por linguetas 13. Ao mover o suporte-meia-embreagem 7, os dentes do disco 6 engatam nos dentes do disco integral com a roda sem-fim 5. Como resultado, a rotação de o sem-fim é transferido para a cremalheira e o pinhão e o fuso é alimentado mecanicamente. Com mais rotação do volante 14 com a alimentação ligada, as linguetas 13, assentadas no semi-acoplamento 7, deslizam ao longo dos dentes do lado interno do disco 6; há um avanço manual do avanço mecânico.
Quando a alimentação é acionada manualmente pelo volante 14 (depois de girá-lo em direção a si mesmo em um ângulo de 20 °), o dente da embreagem 8 fica contra a cavidade da meia embreagem 7. Como resultado da força axial e de uma mola especial 12, a meia embraiagem 7 desloca-se para a direita e desengata os discos dentados 5 e 6; a alimentação mecânica pára.
O mecanismo de alimentação permite a alimentação manual do fuso. Para isso, desligue a alimentação mecânica com o volante 14 e afaste a tampa 9 ao longo do eixo do eixo da engrenagem 3. Neste caso, o pino II transmite torque da embreagem do came 8 para o eixo horizontal. O membro 4 é montado na parede esquerda da cabeça de perfuração para leitura visual da profundidade de processamento e ajuste dos cames.
Para o movimento manual do cabeçote de furação ao longo das colunas guia, existe um mecanismo que consiste em um par de sem-fim 2 e um par de cremalheira I. Para proteger o mecanismo de alimentação contra quebra, há uma embreagem de segurança 15. A porca 16 e o parafuso 17 são usado para ajustar o contrapeso da mola.
Montagem do fuso de uma furadeira vertical 2H125
O fuso 2 (Fig. 11) é montado em dois. A força de avanço axial é percebida pelo mancal de encosto inferior, e a força de nocaute da ferramenta é percebida pelo superior. Os rolamentos estão localizados na luva 3, que se move ao longo do eixo com a ajuda de um par de cremalheiras. Os rolamentos do fuso são ajustados com a porca 1.
Para derrubar a ferramenta, um dispositivo especial é usado na cabeça do fuso. Knockout ocorre quando o fuso é levantado pelo volante. O suporte do dispositivo repousa contra o corpo da cabeça de perfuração e a alavanca 4, girando em torno do eixo; derruba a ferramenta.
O circuito elétrico da máquina de perfuração 2H125
Descrição do circuito elétrico da máquina
Ao ligar a máquina introdutória B1, a tensão é aplicada aos circuitos principal e auxiliar, a lâmpada de sinalização acende.Se for necessário resfriamento e iluminação, os interruptores correspondentes são colocados na posição “ON”. Ao pressionar o botão Kn2 “RIGHT”, a bobina de partida P1 recebe energia, os contatos principais ligam M1 para a rotação correta do fuso. Através dos contatos auxiliares P1 é acionado o starter P5, que inclui a eletrobomba M2 e o relé de retardo P12.
Quando o botão KNZ “LEFT” é pressionado, a partida P1, o motor elétrico M1, o relé P12 são desligados após a descarga do capacitor C3, os contatos do relé P12 (28-26) são fechados e a partida P2 e M1 são ativados para rotação à esquerda. O relé P12 liga novamente.
Com a reversão automática, essas comutações ocorrem quando o microinterruptor B4 é acionado por um came montado no membro.
A parada é realizada pressionando o botão Kn1 “STOP”, enquanto as partidas P1 ou P2, P5 estão desligadas, desligando M1, M2. Através dos contatos do relé P12 (7-9), o relé P11 é acionado, seguido do acionamento das partidas P3 e P4. Os enrolamentos do motor elétrico M1 são conectados através dos retificadores D1, D2 ao transformador Tr2, ocorre a frenagem dinâmica. Após a descarga do capacitor C1, C2, o relé P11 é desligado, o que desconecta as partidas P3, P4 e M1 do circuito do freio.
Ao mudar de velocidade, se as engrenagens não engatarem, é usada a rotação escalonada do rotor do motor elétrico. Pressionando o botão Kn4 “CRANK”, a partida P4 é ligada, uma tensão retificada reduzida flui pelas fases 1C2-1CЗ. Através da resistência P2, o relé P11 liga com atraso, desligando a partida P4 e ligando P3 - a tensão flui pelas fases 1C1-1C2. Tal comutação proporciona oscilação do rotor e cinemática, o que facilita as velocidades de comutação.
Os relés térmicos são usados para proteção contra sobrecarga. Para proteção zero - bobinas e contatos de partidas magnéticas.
Páginas 1 2 3 Próximo
Para enviar uma resposta, você deve fazer login ou registrar-se.
- cavaleiro Jedi
- Onde: Kostroma
- Cadastro: 23-05-2011
- Postagens: 1,010
Ele resgatou uma máquina de perfuração de metal ferroso. Não desmontei muito bem, limpei, untei, conectei à rede, tudo funciona em princípio, mas há um ponto. Quando a alimentação automática é ligada, o fuso no ar vai normalmente, assim que começa a entrar no metal, a alimentação é desligada. Tentei diferentes combinações de velocidades, o resultado é o mesmo.
Ao perfurar madeira, não há esse problema.
Há uma jaqueta térmica, mas está cortada por enquanto. Digo que o problema não está na parte elétrica, existe um motor para rotação e para abaixamento, agora está ligado diretamente em 380v através de uma máquina convencional. A rotação não para, apenas o abaixamento para.
Metal negro mágico. 
Se não é um segredo, então até que ponto a salvação resistiu?
Ainda não sei ao certo, a pessoa indicou 25 r/kg, a máquina ainda não foi pesada, mas na internet pesa cerca de 600 kg.
E realmente mágico, agora você não pode comprar nada que valha a pena por esse tipo de dinheiro. Algo semelhante custará muitas vezes mais.
Antes disso, comprei um torno totalmente funcional para 15 tr. incluindo transporte. seu peso é de 1,3 toneladas)
Antes disso, comprei um torno totalmente funcional para 15 tr. incluindo transporte. seu peso é de 1,3 toneladas)
Sorte irreal. Apenas irreal.
Isso acontece com frequência? Eu gostaria de monitorar a situação sobre essas coisas de alguma forma. Como, eu nem sei.
Você instala tudo isso em sua garagem-oficina?
- PVS
- Mestre Jedi

- Onde: Sverdlovsk
- Cadastro: 15-06-2011
- Postagens: 14,334
Então você tem que fazer isso manualmente.
- cavaleiro Jedi
- Onde: Kostroma
- Cadastro: 23-05-2011
- Postagens: 1,010
Então você tem que fazer isso manualmente.
Antes disso, comprei um torno totalmente funcional para 15 tr. incluindo transporte. seu peso é de 1,3 toneladas)
Sorte irreal. Apenas irreal.
Isso acontece com frequência? Eu gostaria de monitorar a situação sobre essas coisas de alguma forma. Como, eu nem sei.
Você instala tudo isso em sua garagem-oficina?
São coisas de lugares diferentes. Apenas uma coincidencia.
Não, eu tenho uma oficina de fabricação de metal. Eu alugo um quarto.
alugou anteriormente uma sala com várias máquinas.Eu queria comprar algo de volta, eles não devolveram, agora está tudo espalhado na rua, mas ainda assim eles não entregam nada.
ainda não dá nada
Toda a essência de um gerente inepto. Tal ferramenta para mijar. Eles só sabem alugar e têm dinheiro com isso. E a mente para dominar o equipamento existente não é suficiente.
Eu assisto no YouTube, em Ufa a mesma porcaria, a antiga fábrica de máquinas-ferramentas, que custava uma verdadeira dofiga. Ao preço do metal você pode resgatar. Só o frete vai ficar caro, eu acho. Se for necessário, te dou uma pessoa de contato que trabalha lá/masters/shoots blogs.
Não existem apenas tornos, existem alguns altamente especializados, como uma prensa para toneladas ferozes e tudo mais. Não me lembro exatamente. Uma enorme pilha de cintos empilhados em uma sala separada.
Claro, eu não sei, mas por que você precisa desse feed? Eu nunca usei o meu. Tem um problema eterno, é a lubrificação. Se sua lubrificação não fluir e vapor: fuso - pena sem folga, boa sorte.
Páginas 1 2 3 Próximo
Para enviar uma resposta, você deve fazer login ou registrar-se.
Mensagem #1 Alex72 » 02 de janeiro de 2018, 12:43
Mensagem #2 FILEIRA » 02 de janeiro de 2018, 12:48
Mensagem #3 Salnik1970 » 02 de janeiro de 2018, 13:20
Mensagem #4 vanek-in1 » 02 de janeiro de 2018, 17:12
Mensagem #5 maquinista » 02 de janeiro de 2018, 18:16
Mensagem #6 Salnik1970 » 02 de janeiro de 2018, 21:09
Mensagem #7 Alex72 » 03 de janeiro de 2018, 13:01
Obrigado ! Contar. Qual lado é melhor para abrir a tampa lateral? O que seria melhor chegar perto desta primavera
Enviado após 2 minutos e 31 segundos:
Mensagem #8 Salnik1970 » 03 de janeiro de 2018, 13:41
Mensagem nº 9 vanek-in1 » 03 de janeiro de 2018, 13:42
Mensagem #10 Alex72 » 06 de janeiro de 2018, 01:56
Aberto hoje do lado do membro. Puxou a flange. Anexado a ele com dois parafusos. Algum tipo de mecanismo de mola. com um jugo. A engrenagem solar permaneceu no flange. Inclui uma pequena engrenagem. Que está no eixo do próprio volante. Criado em uma pena manual. Apoio, suporte e recolheu tudo. A pena não cai. Multar. Mas ela nunca volta ao topo.
Eu estou lendo. o que está no armário. . Tanto quanto eu entendo. Há uma corrente com uma carga para devolver a pena.
E outra pergunta: Diga-me o dispositivo da tampa no volante 125ki. Eu perdi.
Quão difícil é fazer você mesmo?
Enviado após 2 minutos e 53 segundos:
Um pouco de história. Por algum tempo trabalhei em uma oficina para o reparo de bombas de combustível de alta pressão (bombas de combustível de alta pressão), e havia uma furadeira abandonada, ou seja, uma furadeira, no segundo andar. O proprietário levou para o inferno, comprando-lhe, em sua opinião, "um substituto adequado". Quando perguntei qual era o problema com ela, ele respondeu que a pena bate e não é mais possível para ela furar.
Andando pela máquina, percebi que o dono, felizmente para mim, estava cheio
o tolo estava errado, e o problema está nos rolamentos. Mas eu não contei a ele sobre isso, apenas me ofereci para comprar esse “lixo” dele pelo preço da sucata, com o qual ele, de fato, concordou rapidamente. Assim, tornei-me o orgulhoso proprietário de uma furadeira do final dos anos 60 pesando cerca de 150 quilos, sua coluna é fundida, uma peça, cone Morse nº 2 em penas e um motor de quilowatts. Em suma, uma pequena máquina industrial.
Liguei rapidamente para um amigo com um caminhão e nós, enquanto ninguém mudava de ideia, desmontamos em pedaços mais digeríveis, colocamos em um carro e levamos para minha casa na oficina da varanda.

Em seguida veio uma desmontagem mais detalhada da máquina, pressionando os rolamentos mortos no lixo:

Isto foi seguido por: lavagem de graxa velha, limpeza de tinta velha, substituição de rolamentos por novos rolamentos do tipo fechado (obstruídos com graxa do fabricante).



"Chapéu limpo" - capa protetora dos cintos:

Montagem Quill já com rolamentos novos:

Paralelamente, foi realizada a massa e pintura da máquina:



As últimas peças são lavadas, termorretráteis são colocados nas alças para uma aparência mais estética, graxa (grizz) é comprada e tudo está pronto para a montagem final:



Lentamente tudo se encaixa:

No processo, decidiu-se não tomar banho com o antigo motor trifásico, ainda não tenho três fases em casa, então foi obtido um novo motor de quilowatt e um adaptador foi usinado. A polia é içada em seu devido lugar no novo motor:

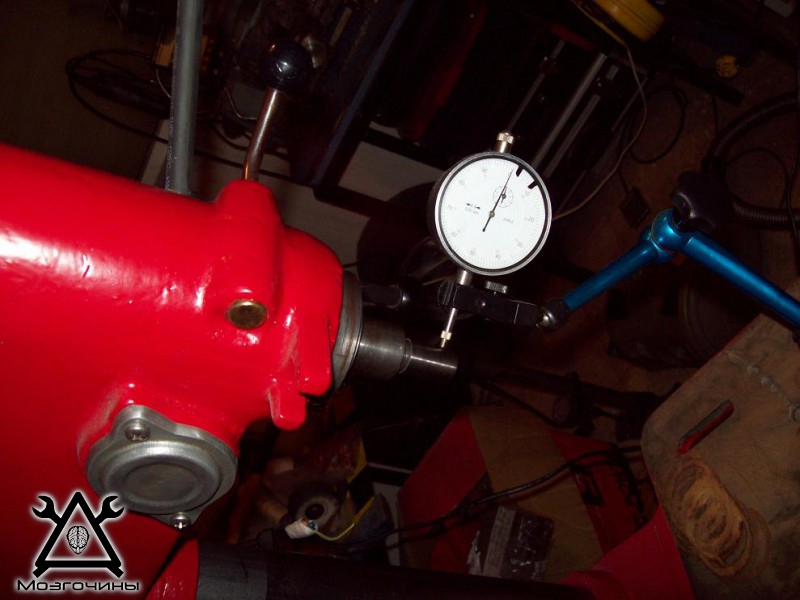
Lembrando que seria bom conferir os resultados do reparo do quill, ou melhor, da substituição dos rolamentos, e olhar os batimentos obtidos, tentei fazer. E - oh, um milagre! - apesar do fato de que ao escolher os rolamentos eu não persegui a classe de precisão, o resultado superou todas as expectativas, a excentricidade radial foi de 0,01:
Finalmente, algumas últimas coisinhas - e a máquina já está no lugar:


E no final - uma pequena curiosidade. A máquina ficou simplesmente brilhante, precisa, potente, mas um problema: GIRO DO OUTRO LADO, ou seja, para a esquerda
A moral da história é: não beba muita cerveja ao reformar equipamentos. Lancei-o uma centena de vezes, torci-o, cuspi-o e NUNCA prestei atenção ao fato de ele girar na direção oposta (provavelmente porque não havia cartucho, mas não é visível no eixo redondo). Mas não importa. Tendo acionado o motor, percebi que não seria possível revertê-lo facilmente e, cuspindo nele, comprei um conjunto de brocas de “esquerda”, uso-o há vários anos e estou feliz como um elefante

- Medalhão steampunk DIY - 16/12/2016
- Isqueiro Steampunk – 12/08/2016
- Outra unidade flash Steampunk - 28/07/2016
- Pendrive Steampunk - 12/07/2016
- Scooter de inclinação elétrica – 18/06/2016
- Painel para scooter elétrico – 04/06/2016
- Mini kubotan, abridor de garrafas, chaveiro – 12/05/2016
- Mini martelo - 30/04/2016
- Pen drive em forma de vela de ignição - 25/04/2016
- Pingentes para Motociclistas – vídeo – 18.04.2016
- Fixação elétrica em cadeira de rodas - 07/09/2014
- Faróis de LED para ciclos elétricos – 25/06/2014
- Lâmpada Pós-Nuclear - 24/06/2014
- Faróis de LED para bicicletas elétricas – 22/06/2014
- Máquina de bordar mármore – 21.06.2014
É possível mudar o sentido de rotação? Até onde eu sei, apenas ao conectar os enrolamentos com um “triângulo” com cabos soldados é problemático mudar o sentido de rotação. Em todos os outros casos é possível.
Classe. Haverá mais artigos com restauro?
Se eu encontrar fotos, haverá outra sobre um pequeno torno :)
Eu olhei para as fotos, não, isso é um pesadelo completo, nada é visível nelas, haverá outros projetos
Nem todas as fases são facilmente reversíveis, no meu é impossível prescindir de uma desmontagem completa para chegar aos enrolamentos, simplesmente decidi não tomar banho de vapor.
A máquina já funciona há 4 anos e não há reclamações, as brocas canhotas são geralmente usadas em máquinas CNC e, portanto, de uma qualidade muito superior, pois são projetadas para cargas pesadas.
Um workshop, claro, é possível, mas além dele existem dezenas de artigos
Você só precisa pensar em qual seção postar.
Vamos ver, acho melhor ter um tópico separado, por exemplo, em um kit de ferramentas.
Super. Próximo post poste sua oficina. Todos já apreciaram e gostariam de ver seu local de trabalho. Acho que vai contar.
Seu navegador não suporta canvas.





As furadeiras verticais universais 2H125, 2H135, 2H150 são utilizadas em empresas com produção simples e em pequena escala e são projetadas para realizar as seguintes operações: furação, alargamento, escareamento, escareamento, alargamento e desbaste com facas.
A presença de um fuso mecânico de alimentação nas máquinas, com controle manual dos ciclos de trabalho, permite o processamento de peças em uma ampla gama de tamanhos de diversos materiais usando ferramentas feitas de aços rápidos e de alto carbono e ligas duras.
As máquinas estão equipadas com um dispositivo de reversão do motor elétrico do movimento principal, que permite que sejam rosqueadas com as torneiras da máquina quando o fuso é alimentado manualmente.
Categoria de colocação 4 de acordo com GOST 15150-69.
Esquema cinemático
O diagrama cinemático das máquinas 2H125, 2H135 é mostrado na Fig.5.
Devido à simplicidade dos esquemas cinemáticos, sua descrição não é fornecida.
Observação.A cadeia de movimento da mesa é a mesma para todas as três máquinas.
A cadeia de alimentação é a mesma para as máquinas 2125 e 2H135.
Coluna, mesa, fogão
A coluna da máquina é uma fundição de ferro. A cabeça de perfuração e a mesa são movidas manualmente ao longo das guias da coluna em cauda de andorinha. A mesa da máquina tem três ranhuras em T. Uma bomba elétrica é instalada na laje de fundação e, dentro da laje, há um tanque com um reservatório para o refrigerante.
Caixa de velocidades e acionamento
O redutor informa o fuso de 12 diferentes velocidades de rotação com a ajuda dos blocos móveis 5 (Fig. 7), 7, 8. Os suportes do eixo do redutor são colocados em duas placas - a superior 1 e a inferior 4, fixadas entre si por quatro acopladores 6. O redutor é acionado verticalmente localizado pelo motor elétrico através do acoplamento elástico Yu e engrenagem 9. O último eixo 2 da caixa - a luva - possui um orifício ranhurado através do qual a rotação é transmitida ao fuso. Através do par de engrenagens 3, a rotação é transmitida para a caixa de alimentação. A lubrificação da caixa de engrenagens, bem como de todas as unidades de montagem do cabeçote de perfuração, é realizada a partir de uma bomba de pistão montada na placa inferior 4. O funcionamento da bomba é controlado por um medidor de óleo especial na frente da placa do submotor.
Mecanismo para comutação de velocidades e avanços
A comutação de velocidades é realizada pelo punho 2 (Fig. 8), que possui quatro posições ao longo da circunferência e três ao longo do eixo, os avanços de comutação são realizados pelo punho 3, que possui três posições ao longo da circunferência para máquinas dos modelos 2H125, 2H135 e quatro para o 2S150, e três posições ao longo do eixo. As alças estão localizadas na parte frontal da cabeça de perfuração. A contagem regressiva das velocidades e avanços incluídos é feita de acordo com as placas 1 e 4.
Caixa de velocidade
O mecanismo é montado em uma carcaça separada e é instalado na cabeça de perfuração. Nove alimentações diferentes nas máquinas 2S125, 2S135 e doze alimentações na máquina 2S150 são realizadas movendo dois conjuntos triplos de engrenagens. Nas máquinas 2H125 e 2H135, as caixas de alimentação diferem apenas no acionamento, que consiste na máquina 2H125 das engrenagens I (Fig. 9), nas máquinas 2H125, 2H135 - das engrenagens 2, 3 - respectivamente. A caixa de alimentação é montada no furo do suporte superior do sem-fim do mecanismo de alimentação. No último eixo da caixa, é plantada uma embreagem 4, que transmite a rotação ao sem-fim.
Cabeça de perfuração
A cabeça de furação é uma fundição em ferro fundido de uma seção de caixa, na qual estão montadas todas as principais unidades de montagem da máquina: uma caixa de engrenagens, uma caixa de alimentação, um fuso, um mecanismo de alimentação, um contrapeso do fuso e uma engrenagem e alimentação mecanismo de comutação.
O mecanismo de alimentação, composto por uma engrenagem helicoidal, um eixo horizontal com cremalheira e pinhão, um membro, um came e embreagens de roquete, um volante, é parte integrante da cabeça de perfuração.
O mecanismo de alimentação é acionado a partir da caixa de alimentação e foi projetado para realizar as seguintes operações:
aproximação manual da ferramenta à peça; ligar a alimentação de trabalho;
avanço de alimentação manual;
desligar a alimentação de trabalho;
retirada manual do fuso para cima;
alimentação manual usada no rosqueamento.
O princípio de funcionamento do mecanismo de alimentação é o seguinte: quando o volante 14 (Fig. 10) gira, a embreagem do came 8 gira sobre si mesma, o que gira o eixo do pinhão 3 da cremalheira e pinhão através da meia gaiola 7, e o fuso é alimentado manualmente. Quando a ferramenta se aproxima da peça, ocorre um torque no eixo da engrenagem 3 que não pode ser transmitido pelos dentes da embreagem do came 8, e a meia embreagem 7 se move ao longo do eixo até que as extremidades dos cames das peças 7 e 8 fiquem um contra o outro. Neste momento, a embreagem de came 8 gira em relação ao eixo de engrenagem 3 em um ângulo de 20 °, que é limitado por uma ranhura na parte 8 e um pino 10. Um disco de catraca de dupla face 6 fica na metade do clipe -embreagem 7, conectada à meia-embreagem com linguetas 13. Ao mover a meia-embreagem do clipe 7, os dentes do disco 6 engatam nos dentes do disco 6 integrados à roda sem-fim 5.Como resultado, a rotação do sem-fim é transferida para a cremalheira e o pinhão e o fuso é alimentado mecanicamente. Com mais rotação do volante 14 com a alimentação ligada, as linguetas 13, assentadas na semi-embraiagem de gaiola 7, deslizam sobre os dentes do lado interno do disco 6; há um avanço manual do avanço mecânico.
O mecanismo de alimentação permite a alimentação manual do fuso. Para isso, desligue a alimentação mecânica com o volante 14 e afaste a tampa 9 ao longo do eixo do eixo da engrenagem 3. Neste caso, o pino 11 transmite torque da embreagem de came 8 para o eixo horizontal. O membro 4 é montado na parede esquerda da cabeça de perfuração para leitura visual da profundidade de processamento e ajuste dos cames.
Para o movimento manual da cabeça de furação ao longo das colunas guia, existe um mecanismo que consiste em um par de sem-fim 2 e um par de cremalheira 1. Para proteger o mecanismo de alimentação contra quebra, há uma embreagem de segurança 15. A porca 16 e o parafuso 17 são usado para ajustar o contrapeso da mola.
O fuso (Fig. 11) é montado em dois rolamentos de esferas. A força de avanço axial é percebida pelo mancal de encosto inferior, e a força de nocaute da ferramenta é percebida pelo superior. Os rolamentos estão localizados na luva 3, que se move ao longo do eixo com a ajuda de um par de cremalheiras. os rolamentos do fuso são ajustados com a porca 1
Para derrubar a ferramenta, um dispositivo especial é usado na cabeça do fuso. Knockout ocorre quando o fuso é levantado pelo volante. O suporte do dispositivo repousa contra o corpo da cabeça de perfuração e a alavanca 4, girando em torno do eixo, derruba a ferramenta.
Diagrama de fiação
Ligar a máquina introdutória Q1 energiza os circuitos principal e auxiliar, a lâmpada de sinalização H2 acende no controle remoto. Se for necessário refrigeração e iluminação, os interruptores correspondentes são colocados na posição ON.
Ao pressionar o botão S2 para a DIREITA, a bobina de partida K1 é energizada, os contatos principais acionam o motor elétrico M1 para a rotação correta do fuso. Através dos contatos auxiliares K1 é acionado o starter K2, que inclui o motor elétrico M2 e o relé de retardo K7.
Pressionar o botão S3 LEFT desabilita a partida K1, o motor M1, o relé K7. Após a descarga do capacitor C3, os contatos do relé K7 (28-26) são fechados e a partida de curto-circuito no motor elétrico M1 é ligada para a rotação esquerda do fuso. O relé K7 liga novamente.
Com a reversão automática, essas comutações ocorrem quando o microinterruptor S6 é acionado por um came montado no mostrador.
A parada é realizada pressionando o botão S1 STOP. Neste caso, as partidas K1 ou curto-circuito, K2, que desligam os motores elétricos M1, M2, são desligadas. Através dos contatos do relé K7 (7-9), o relé K6 é acionado, seguido do acionamento das partidas K4 e K5. Os enrolamentos do motor M1 são conectados através do retificador V1, V2 ao transformador T1. O fuso é travado eletrodinamicamente.
Após a descarga dos capacitores C1, C2, o relé K6 é desligado, o que desliga as partidas K4, K5.
Ao mudar de velocidade, se as engrenagens não engatarem, é aplicado um movimento de oscilação do rotor do motor M1. Ao pressionar o botão S4 SWING, a partida K4 é ligada, fornecendo uma tensão retificada reduzida através das fases IC2-IC3.
Através da resistência R2, o relé K6 é acionado com atraso, que desliga a partida K4 e liga a partida K5. Neste caso, a tensão reduzida flui através das fases ICI-IC2. Essas mudanças proporcionam oscilação do rotor, o que facilita a troca de marchas.
A furadeira vertical 2n125 foi projetada para furar, escarear, escarear, escarear furos em peças em produção simples e em pequena escala. A classe de precisão da máquina é H (normal).
O design da furadeira é suficientemente rígido e durável, o que elimina a possibilidade de vibração durante o processamento. É possível processar peças de vários materiais (aço, ferro fundido, materiais não ferrosos), ferramentas de alta velocidade (R6M5, R18) ou ligas duras (TK, VK).
Dispositivo da máquina de perfuração:
- Acionamento principal;
- Caixa de velocidade da máquina;
- Bomba de pistão;
- Bomba de pistão;
- Caixa de alimentação da máquina;
- Coluna, mesa, fogão;
- Mecanismo de controle de velocidades de rotação e avanços;
- Armário de roupa;
- Equipamento elétrico da máquina;
- Fuso;
- Sistema de refrigeração da máquina;
- Cabeça da máquina de perfuração.
3. Válvula de comutação de refrigeração;
4.19 Parafusos de ajuste da cunha da mesa e cabeça de furação;
5. Alça para movimentação da mesa e da cabeceira;
6.18 Parafusos de fixação da mesa e cabeça;
10.Botão de sinal MÁQUINA LIGADA;
11. Botão para ligar a rotação direita do fuso;
12. Botão para ligar a rotação esquerda do fuso;
13. Botão para acionar o movimento de balanço do fuso ao alternar as velocidades de rotação e avanços S;
14. Alavanca de câmbio;
21. Punho para comutação de feeds;
22. Botão de habilitação de alimentação manual;
23. Volante do mecanismo de alimentação;
24. Membro para contagem da profundidade de processamento;
27. Interruptor da bomba de refrigeração;
28. Cam para ajustar a profundidade de processamento;
29. Came para ajuste da profundidade da linha a ser cortada;
30. A alavanca de reversão automática do acionamento principal ao atingir o valor especificado da profundidade da linha que está sendo cortada;
31. Alavanca para desligar o avanço quando uma profundidade predeterminada de processamento do furo é atingida;
32. Quadrado para movimentação manual da cabeça.
Graças às unidades móveis 5, 7, 8, o redutor recebe e transmite 12 velocidades de rotação diferentes ao fuso. Os suportes do eixo (rolamentos) da caixa de engrenagens são colocados em duas placas 1 e 4, que são fixadas com quatro acopladores 6. A caixa de engrenagens gira a partir de um motor elétrico localizado verticalmente através de uma embreagem elástica de segurança 10 e uma engrenagem de dentes retos 9.
O eixo 2 - luva - é feito com um furo ranhurado, através do qual a rotação é transmitida ao fuso. Através do par de engrenagens 3, o torque é transmitido para a caixa de alimentação.
A caixa de alimentação é montada em uma carcaça separada de ferro fundido e montada no cabeçote de perfuração. O movimento é realizado por meio de dois blocos triplos de engrenagens e recebe nove alimentações diferentes.
| Vídeo (clique para reproduzir). |
O mecanismo de alimentação está conectado à caixa de alimentação e foi projetado para realizar várias operações, a saber:
- fornecimento manual da ferramenta de corte à peça;
- ligar o avanço de trabalho da ferramenta;
- movimento de alimentação manual;
- desligar o avanço de trabalho da ferramenta;
- retirada manual da cabeça do fuso para cima;
- avanço manual S, usado para cortar várias roscas.













