Em detalhes: reparo de válvulas faça você mesmo de um verdadeiro mestre para o site my.housecope.com.
Válvulas de gaveta em ferro fundido paralelo, flangeadas com haste ascendente e acionamento manual
Os discos 8 (Fig. 33) não desceram completamente, não pressionaram contra os anéis de vedação da carcaça
Aperte o volante 2 (Fig. 32) com uma chave especial 8 ou uma chave de alavanca 1. As extremidades do fuso 4 e as porcas devem estar na mesma altura. Antes de apertar com uma chave, gire o volante algumas voltas na direção oposta. Isso garantirá que a válvula feche com menos esforço, pois ao estender o fuso, você poderá lubrificar suas roscas.
Arroz. 32. Abertura e fechamento da válvula: a, b - correto; c - errado; 1 - chave de tubo de alavanca; 2 - volante: 3 - corte de sucata ou tubo; 4 - fuso; 5— tampa da caixa de empanque; 6 - tampa da carcaça; 7 - corpo; 8 - chave especial
O volante gira, mas o fuso está parado
Cantos arredondados da convergência das faces do quadrado no fuso sob o volante
Segurando o fuso 13 (FIG. 33) com uma chave de cano, desaperte a porca 3 com qualquer chave e retire o volante 1. Lime as novas arestas abaixo das existentes, se o comprimento do fuso permitir. Você pode, segurando a chave de tubo pelo eixo, abrir e fechar a válvula
Arroz. 33. Válvula gaveta em ferro fundido paralelo, flangeada com fuso deslizante e acionamento manual: 1 - volante; 2 - porca de corrida; 3 - porca; 4 - chave; 5 - porca; 6 - gaxeta de vedação; 7 - junta; 8 - disco; 9 - anel de vedação do disco: 10 - anel de vedação do corpo: 11 - cunha; 12 - corpo; 13 - fuso; 14 - tampa do alojamento; 15 - parafuso; 16 - tampa da caixa de empanque
O volante gira, mas a porca está parada
Chave caindo ou cortando
| Vídeo (clique para reproduzir). |
Segure o volante 1 com uma chave de alavanca e desaperte a porca 3. Após remover o volante, insira uma nova chave 4 no rasgo de chaveta, feita de um pedaço de arame de aço ou um prego lixado. A nova chaveta deve preencher o recesso na porca de deslocamento 2 e encostar na parte inferior da chaveta do volante. Isso eliminará a queda de chave.
O volante gira com o fuso e a válvula não pode ser aberta para a passagem da água
A extremidade retangular do fuso, localizada dentro do corpo da válvula, desengatou dos discos
Para travar esse suporte, dois recessos opostos são perfurados no pescoço de um dos discos.
O volante gira com o fuso e a válvula não pode ser usada
Os cantos do retângulo do fuso entre os discos são arredondados
A maneira mais fácil é substituir o fuso usando uma válvula antiga que caiu em desuso por outros motivos. Também é possível remover o fuso de uma nova válvula, o que levará menos tempo do que instalar outra válvula.
A extremidade retangular desgastada do fuso é restaurada por encolhimento, aquecendo o fuso em uma forja ou por revestimento usando solda elétrica. Após a soldagem elétrica, eles corrigem os cantos em uma retificadora
A válvula de gaveta não fecha completamente a água apesar do movimento normal dos discos
Depósitos irregulares e arranhões nos O-rings
Após a limpeza, esfregue uma das superfícies dos anéis com giz ou limpe com o lado de trabalho de um papel carbono de máquina de escrever antigo. Agora com a superfície contaminada, limpe a superfície de contato correspondente. Esfregue os tubérculos coloridos resultantes. A moagem não é proibida, mas é mais longa.
Para moagem áspera, você pode usar o pó deixado pelo moedor. Você também pode preparar o pó a partir de uma mistura de tijolo e vidro finamente triturados. Polvilhe o pó sobre uma superfície plana de metal, sobre cerâmica, etc.Conduza a mistura em diferentes direções com os anéis de vedação de bronze dos discos, algumas vezes levantando-a. Para que a mistura envolva melhor a superfície dos anéis, adicione óleo líquido a ela, a mistura deve adquirir a consistência de graxa de sapato em caixas (o creme é mais fino em bisnagas). A lapidação grosseira também pode ser feita com uma pele abrasiva colada ou amarrada ao longo das bordas à prancha. A largura da prancha deve ser maior que o diâmetro do anel. Esfregue toda a superfície de uma vez, mudando a direção do movimento alternativo e exercendo uma pressão uniforme em toda a superfície da prancha. Desta forma, é conveniente limpar a superfície do disco, mas é difícil limpar a superfície interna da caixa ao lixar, você pode usar pastas especiais como GOI.
O volante é dobrado a partir da porca
1. Gire uma nova porca em um torno criando bordas em uma fresadora ou com uma serra e lima. Observe que a porca de chumbo quase sempre possui uma rosca trapezoidal interna e uma rosca métrica externa. Nas válvulas D = 50mm, muitas vezes em vez de uma chave na porca 2, uma rosca externa é cortada. Um volante é aparafusado nele, tendo uma rosca correspondente no orifício interno do cubo. O volante é travado com a porca 3 (ver Fig. 33). Deve-se notar que as roscas da porca e volante são canhotos, ou seja, o volante vai rolar da porca se for apertado, querendo abaixar os discos e fechar a válvula.
2. Remova a porca de uma válvula similar não instalada em tubulações. Gire a porca no sentido horário. Reinstale a porca girando-a no sentido anti-horário até travar nas roscas do cubo do volante.
3. Desaperte o volante. Colocando um pano sob as garras da chave de tubos, gire o fuso com a extremidade rosqueada superior na direção desejada
O cubo do volante não pode ser girado
Roda quebrada e raios do volante
No cubo, selecione uma chave de tubo do número apropriado ou remova os cubos e trabalhe com a chave existente. Para capturar superfícies cilíndricas, a chave deve ter duas garras com dentes afiados
Não é possível abrir e fechar a válvula
Colocando um pano sob as garras do parafuso do tubo, gire o fuso com a extremidade rosqueada
Vazamento sob a tampa da caixa de vedação
Enfraquecimento do empanque da glândula
Aperte as porcas 3 uniformemente e alternadamente nos parafusos 15. Se o flange da tampa da caixa de gaxetas 16 encostar no flange da tampa 14 do corpo, você precisará adicionar a gaxeta 6 ou remover os restos da antiga e substituí-la por um novo. A sobreposta só pode ser substituída girando o volante até o limite e verificando o quanto a válvula está fechada. Para fazer isso, abra uma das válvulas ou torneiras localizadas atrás da válvula. Um vazamento de água fraco não será um obstáculo, mas com um fluxo de água forte, é proibido embalar a caixa de vedação, pois a água a espreme.
Para encher a caixa de empanque, desaperte as porcas 3 pressionando a tampa da caixa de empanque. Remova-o da tampa 14 da carcaça. É mais fácil fazer isso se a tampa da caixa de gaxeta for sequencialmente, e melhor ainda, alavancar dos dois lados, por exemplo, com a lâmina de uma chave de fenda grande e a lâmina de um puxador de pregos ou com as alças do alavancas da chave de tubo. Para que a tampa da caixa de empanque não interfira no futuro, pendure-a em um fio nos raios do volante. Limpe a sede da sobreposta exposta da sujeira e restos de enchimento antigo com um gancho de aço. Depois de colocar a primeira camada de recheio fresco, tente compactar bem. É mais conveniente fazer isso com a mesma tampa da caixa de vedação, se ela entrar livremente
no buraco. Ao colocar as camadas de vedação, meio tubo de diâmetro adequado, cortado longitudinalmente, também ajudará. Será mais conveniente usar essa metade do tubo se a alça for soldada a ela em um ângulo de 90 ° C. Você pode usar como alça serrada em um ângulo de 20-30 ° e setor dobrado: tubos.
Abaixe a tampa da caixa de gaxetas sobre a caixa de gaxetas restaurada e aperte-a com porcas.A folga entre o flange desta tampa e o flange da tampa da carcaça deve permanecer igual a 6-10 mm, como reserva. Verifique a qualidade do seu trabalho levantando e abaixando o fuso. Vazamento de água sinalizará a necessidade de apertar ainda mais as porcas.
Na ausência de uma vedação padrão, use fios de estopa torcidos ou tiras de tecido de algodão, levemente oleados com qualquer óleo, o que evita que eles apodreçam. Adequado para vedação e cordas de fibra natural. A caixa de empanque também pode ser constituída por meias argolas de borracha especialmente cortadas, mas neste caso é necessário apertar ligeiramente a tampa da caixa de empanque. Um aperto forte levará a uma resistência excessiva ao movimento do fuso e a borracha se desintegrará
Junta quebrada ou esmagada
Como no caso anterior, feche a válvula e verifique como não deixa passar água. Em seguida, remova os parafusos de conexão entre a tampa 14 e o corpo 12 e, após um, substitua-os temporariamente por outros mais longos (mais longos em 20-25 mm). Remova também os parafusos restantes e, nos longos, desaperte as porcas 2-5 roscas da rosca e gire imediatamente o volante no sentido de fechamento. A capa 14 subirá ligeiramente. Repita o "procedimento" até que haja uma folga de 1-15 mm, suficiente para trocar a junta 7. Às vezes, a folga é aumentada para limpar as superfícies dos restos da junta desgastada.
Corte a nova junta ao longo da antiga ou ao longo da tampa, reduzindo as dimensões externas em dois diâmetros de parafuso. Em um só lugar, corte a gaxeta em ziguezague para inseri-la no espaço entre a tampa e o corpo. O ziguezague na seção da junta deve proteger contra infiltração de água. Para maior confiabilidade, dois espaçadores podem ser instalados com os cortes deslocados em 180°. Para ajustar a posição da junta ao cortar, deixe os "chifres" nela.
O melhor material para juntas é folha de borracha, o pior é papelão oleado comum e não ondulado
 O reparo de válvulas é um dos procedimentos obrigatórios que acompanham a operação de tais dispositivos. Afinal, existem elementos móveis no projeto das válvulas, portanto, essas válvulas precisam, no mínimo, da substituição periódica de tais nós.
O reparo de válvulas é um dos procedimentos obrigatórios que acompanham a operação de tais dispositivos. Afinal, existem elementos móveis no projeto das válvulas, portanto, essas válvulas precisam, no mínimo, da substituição periódica de tais nós.
Além disso, a válvula pode falhar por outros motivos. Portanto, neste artigo, consideraremos as ameaças típicas à funcionalidade do dispositivo e como eliminá-las periodicamente ou revisando a válvula.
O projeto das válvulas pressupõe que durante a operação a unidade pode perder sua operacionalidade devido ao seguinte conjunto de circunstâncias:
- Perda de estanqueidade no corpo-tubulação da unidade de encaixe.
- Perda de aperto no bucim do fuso da unidade de encaixe.
- Perda de estanqueidade no alojamento do amortecedor da unidade de acoplamento.
A causa dos vazamentos entre o corpo da válvula e a extremidade do tubo é um defeito de montagem ou um vazamento devido à deformação da junta de vedação que veda a junta. O diagnóstico de tal avaria é realizado visualmente: a necessidade de reparar as válvulas - ferro fundido, aço ou polímero - sem diferença, é sinalizada por um vazamento na junção do corpo e da tubulação.

O motivo da despressurização da tampa do alojamento ou tampa da caixa de gaxeta é apenas uma caixa de gaxeta com vazamento - uma vedação que protege o ponto de passagem da haste ou fuso por essas peças. Tal avaria pode ser diagnosticada por estrias no corpo da válvula. Além disso, o tipo de problema é indicado pela fonte (início) do gotejamento - o gargalo da tampa da caixa.
A causa do vazamento interno na zona amortecedora é o uso de válvulas de válvulas em tubulações que transportam um fluxo altamente poluído, cujas partículas deformam os anéis de vedação da constipação. Além disso, as partículas podem se depositar nas paredes internas do alojamento, evitando assim o contato próximo com o fechamento da válvula. É muito difícil diagnosticar tal avaria. Afinal, é possível identificar falhas internas em um nó apenas por sinais indiretos - a presença de surtos de pressão em uma tubulação bloqueada.
A tecnologia de reparo da válvula depende do tipo de avaria. Afinal, vazamentos externos (na zona do corpo-tubo e fuso-glândula) são diagnosticados e eliminados usando ações completamente diferentes dos vazamentos internos (na zona do corpo-amortecedor).

O trabalho de reparo, cujo objetivo é restaurar a operabilidade da válvula, é realizado desmontando completamente o conjunto ou desmontando e montando parcialmente a válvula. A revisão da válvula pode ser organizada de uma forma ou de outra. Para reparos parciais, basta desmontar a tampa da caixa de gaxetas e remover a tampa da carcaça. No entanto, ambas as operações começam com a mesma ação - desligando o pipeline upstream. Obviamente, para esses fins, um dispositivo de travamento funcional deve ser usado.
Para manter o nível de manutenção da linha, é muito importante realizar em tempo hábil todos os trabalhos de reparo nos conjuntos de válvulas de fechamento. Caso contrário, o custo de restauração das válvulas das válvulas aumentará em várias ordens de grandeza.
O processo de desmontagem-montagem é o seguinte:
- No início, o volante é desmontado, do qual a porca de corrida é removida.
- Em seguida, os parafusos de travamento da tampa da caixa de gaxeta são desparafusados da tampa da caixa. Se a avaria estiver relacionada ao conjunto - a glândula do fuso, depois de remover a tampa, basta desmontar o selo e substituí-lo por um novo conjunto não danificado.
- Após a desmontagem (e, se necessário, substituição) da caixa de gaxeta, é necessário desmontar a conexão do flange na junção do corpo e sua tampa. Para fazer isso, os parafusos de montagem da tampa são desaparafusados dos orifícios de montagem na caixa.
- Depois de remover a tampa, você pode remover o eixo do corpo e puxar o obturador para fora do assento. Nesta fase, você pode limpar o amortecedor e a sede do corpo, substituindo os elementos de vedação ao longo do caminho. Além disso, muitas vezes o amortecedor é simplesmente substituído por uma nova peça de formato semelhante. Afinal, todos os conjuntos de válvulas são padrão, portanto, um serralheiro não pode ter problemas com a seleção de um elemento viável.
- Tendo substituído ou restaurado o amortecedor, você pode prosseguir com a montagem do amortecedor, que é realizada na ordem inversa.
A operação especificada pode ser realizada tanto em um amortecedor desconectado quanto em um acessório montado em uma tubulação. Mas para substituir as juntas ou eliminar erros na junção do corpo e tubo, teremos que, sem falhas, desmontar todo o dispositivo, seguido de desmontagem-montagem e instalação de acessórios na tubulação.
Após a conclusão do trabalho de reparo, o mecânico deve testar o dispositivo quanto à operabilidade. Ou seja, a válvula reparada deve fechar a tubulação, interrompendo completamente o fluxo de fluido na linha. 
O dispositivo de controle, neste caso, é um manômetro convencional, que deve registrar a queda de pressão na tubulação localizada abaixo (no sentido do fluxo) da válvula.
A principal razão para a falha das válvulas de fechamento é o vazamento dos elementos de vedação. As razões para isso podem ser:
- sujeira presa sob o dispositivo de vedação;
- arranhões, ranhuras ou desgaste irregular nas superfícies de vedação.
Se uma conexão estiver vazando, é necessário abri-la e fechá-la várias vezes, permitindo que o fluxo de água lave a sujeira depositada das vedações. Se isso não ajudar, desmonte a válvula ou válvula e remova a sujeira das superfícies de vedação. Nesse caso, você precisa prestar atenção à presença de arranhões, buracos ou buracos e outras irregularidades nas superfícies e, se necessário, eliminá-los por lapidação.
Polimento de válvulas de fechamento produzindo da seguinte forma. As superfícies de vedação são lubrificadas com óleo de máquina limpo e polvilhadas com pó de esmeril ou pó de vidro.Depois disso, o rolo é girado uniformemente sobre a superfície lapidada até que os defeitos nas superfícies de vedação sejam completamente removidos. No final, a moagem fina é realizada usando uma pasta especial. Depois disso, as superfícies são limpas com panos limpos embebidos em querosene, secas e sopradas com ar comprimido.
Você pode verificar a qualidade da lapidação com óleo ou um lápis. Uma das superfícies a serem esfregadas é lubrificada com óleo mineral, aplicada na outra superfície e, pressionando levemente, gire para a direita e para a esquerda em um ângulo não superior a 20 ° 10 a 12 vezes. As superfícies são então secas e expostas à luz. Com lapidação de alta qualidade, toda a área da superfície deve brilhar. Se houver áreas brilhantes ou traços proeminentes, deve-se remoer com pasta. Ao verificar com um lápis, quatro linhas radiais são aplicadas à superfície ralada com um lápis de grafite. Com uma boa lapidação, os traços do lápis devem ser apagados em toda a superfície em uma área de pelo menos 75%, caso contrário, a lapidação deve ser repetida. A estanqueidade das superfícies de vedação das válvulas é produzida por um teste hidráulico.

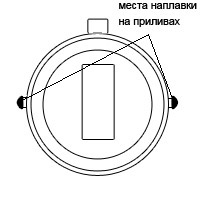 1. A válvula está em uma tubulação horizontal e permite que a água passe na posição fechada. Neste caso, os ressaltos dos discos da porta deslizante não tocam firmemente as paredes do corpo, como resultado, os discos são deslocados das superfícies de vedação do corpo e formam um espaço entre os discos e o corpo da válvula.
1. A válvula está em uma tubulação horizontal e permite que a água passe na posição fechada. Neste caso, os ressaltos dos discos da porta deslizante não tocam firmemente as paredes do corpo, como resultado, os discos são deslocados das superfícies de vedação do corpo e formam um espaço entre os discos e o corpo da válvula.
Você pode eliminar esse mau funcionamento fundindo as marés. Depois disso, a válvula funcionará corretamente em qualquer posição.
2. Após uma longa operação das válvulas, a cunha não expande suficientemente as superfícies de vedação e a válvula passa água na posição fechada.
Neste caso, a cauda da cunha é alongada pela superfície.
3. Queda de anéis de bronze de discos ou corpo de válvula.
Os anéis de bronze são montados em discos ou em um recesso no corpo somente quando quentes. Ao instalar o anel antigo, você pode prendê-lo adicionalmente com pinos de cobre. Ao mesmo tempo, um fio de vedação de amianto oleado, ou fio de chumbo, deve ser colocado sob os anéis, isso simplificará a remoção de anéis antigos da ranhura no futuro.
4. Discos de portão em queda devido a colar de aço quebrado. Neste caso, é impossível abrir ou fechar a válvula.
Ao reparar esse mau funcionamento, seria melhor substituir o grampo de aço por um de cobre ou latão. Neste caso, fixe os discos no eixo com um parafuso.
5. A quebra da tampa da caixa de gaxeta, via de regra, é acompanhada por vazamento de água sob a haste da válvula. Para eliminar rapidamente o vazamento de água sem desmontar a válvula, você pode usar uma placa de metal, que deve ser fixada sobre uma tampa da caixa de vedação danificada.
6. A falha da gaxeta também faz com que a água vaze pela haste. Se esse mau funcionamento não for eliminado no estágio inicial, mais tarde poderá levar a um vazamento de água de emergência, além de criar condições para danos mecânicos ao fuso ou à caixa de vedação da válvula. O vazamento através da vedação da sobreposta pode ser devido aos seguintes motivos:
- violação da cilindrica do fuso;
- embalagem incorreta na caixa de gaxeta;
- escolha errada do material de enchimento;
- vedação insuficiente da gaxeta de vedação durante a instalação.
Após a detecção vazamentos de água através da caixa de gaxeta, a caixa de gaxeta é apertada; aqui você deve ter cuidado, porque. A tampa da caixa de espanque é feita de ferro fundido e pode ser danificada por força excessiva. Se o aperto da gaxeta não eliminou o vazamento, a gaxeta é substituída por uma nova. A gaxeta antiga é removida da caixa de gaxeta, então o cordão trançado é cortado em anéis, ao longo de um comprimento igual à circunferência do fuso e colocado na câmara de modo que as juntas da gaxeta sejam dispostas em desacordo e se sobreponham. O enchimento é finalizado cravando a caixa de enchimento com uma tampa (caixa de bucim).A tampa da caixa de empanque é fixada de forma que não fique inclinada e a penetração na caixa de empanque não exceda 3-5 mm. O fuso deve girar facilmente sem o uso de muito esforço ou alavancagem. O enchimento da caixa de vedação em válvulas com diâmetro de 15-40 mm pode ser feito com um único cordão e para diâmetros de 50 mm ou mais, deve ser cortado em pedaços.
7. Rupturas de válvulas gaveta de ferro fundido. O motivo das quebras é principalmente o alongamento da temperatura das tubulações, que cria tensões no metal da válvula além do permitido. Além disso, a causa das lacunas pode ser a fundição de ferro fundido de baixa qualidade ou o congelamento da água neles.
Para evitar a ruptura das válvulas, as seguintes regras devem ser observadas:
- Garantir a compensação das tubulações para que não ocorram altas tensões no corpo metálico.
- Os parafusos do flange devem ser apertados uniformemente.
- Válvulas de gaveta localizadas em tubulações acima do solo devem ser isoladas.
- Proteção da válvula gaveta contra influências mecânicas durante o armazenamento e transporte.
A invenção destina-se ao reparo de válvulas de dutos de fechamento. Método para reparar válvulas de gaveta, principalmente válvulas de gaveta de cunha, instalando assentos acabados em furos de corpo com uma folga em uma composição adesiva autoendurecível, seguida de montagem e cura da composição adesiva montada. Antes da montagem, as roscas são cortadas nos furos do corpo e nas selas. Cada sela é feita com uma saliência radial anular. Depois disso, as selas são aparafusadas na composição adesiva de autoendurecimento nos orifícios roscados do corpo. Neste caso, um elemento elasticamente deformável é instalado entre as saliências radiais anulares das sedes ou as extremidades das sedes e o corpo. Isso permite que a sede aparafusada se alinhe automaticamente ao longo da cunha, e um elemento elasticamente deformável garante que todas as folgas sejam removidas, o que aumenta a estanqueidade da conexão entre a sede e o corpo. Essa implementação reduz a complexidade e aumenta a confiabilidade dos reparos de válvulas. 3 doente.
A invenção refere-se à indústria de engenharia, em particular ao reparo de válvulas de tubulação.
Um método conhecido para restaurar os campos de vedação do obturador, que consiste em soldar uma liga inoxidável dura diretamente no corpo e na cunha da válvula, seguida de usinagem e lapidação (ver AF Pongilsky. Serralheiro para o reparo de tubulações e conexões de água a vapor .M.: Escola superior, 1973). Este método é bastante trabalhoso, requer equipamentos especiais, precisos e sofisticados.
Também é conhecido um método de reparação de válvulas de gaveta de cunha (ver AS 310078), que consiste em instalar em uma fenda nas ranhuras perfuradas do corpo e em cunha acabada, por exemplo, anéis de metal sobre uma composição auto-endurecível, seguido de montagem a cunha e o corpo, segurando o conjunto até a cura da composição. As desvantagens deste método incluem a possibilidade de encaixe incompleto dos anéis de vedação da carcaça e da cunha entre si (e, portanto, a falta de estanqueidade) e a impossibilidade de auto-instalação na ausência de uma folga lateral entre o anel e o sulco. E se essas folgas forem suficientes para o autoajuste dos anéis, é possível extrudar a composição autopolimerizável antes de iniciar sua polimerização, o que significa que não há compressão elástica dos anéis entre si, o que também leva à perda de estanqueidade ou a aparência de contato incompleto dos anéis com a composição adesiva, o que reduz a confiabilidade da conexão. Além disso, este método não é aplicável a válvulas com sedes rosqueadas (ver D.F. Gurevich. Cálculo e projeto de conexões de tubulação. L.: Mashinostroenie, 1969, Fig. 129-131).
O objetivo da invenção é reduzir a intensidade do trabalho e aumentar a confiabilidade dos reparos.
O resultado técnico é alcançado pelo fato de que os campos de vedação da cunha e das selas aparafusadas são processados mecanicamente “tão limpos”, ou seja,com a remoção da folga mínima até que os traços de desgaste desapareçam, os campos de vedação das sedes do corpo e da cunha sejam lapidados, as roscas sejam cortadas nas sedes nos orifícios do corpo e depois aparafusadas na composição adesiva de autoendurecimento nos orifícios roscados do corpo, enquanto entre as saliências radiais anulares dos assentos ou as extremidades das selas e o corpo instalam um elemento elasticamente deformável.
A essência da invenção é ilustrada pelos desenhos: Fig. 1 mostra uma válvula de guilhotina com selas aparafusadas na seção, na Fig. 2 - vista A na Fig. 1, variante, na Fig. 3 - vista A na Fig. 1 opção.
No corpo 1, são instalados 2 assentos 3 rosqueados com uma folga 4, na qual é colocada uma composição autoendurecível 5, limitada por um elemento elasticamente deformável 6 ou 7 instalado entre o corpo 1 e uma saliência radial anular 8 ou face de extremidade 9 de uma sede aparafusada 3, cujo campo de vedação 10 interage com a cunha 12 do campo de vedação 11.
Após a desmontagem, as sedes 3 são limpas de sujeira, os campos de vedação são tratados “como limpos” e polidos, as roscas da sede e dos furos do corpo são cortadas ou as roscas existentes são afrouxadas com uma folga suficiente para auto-ajuste, então o os campos de vedação 11 da cunha 12 também são tratados "como limpos" e lapidados. Depois disso, a rosca da sede 3 é coberta com uma composição autoendurecível 5, os elementos elasticamente deformáveis 6 ou 7 são instalados e a sede 3 é aparafusada no corpo 1, então a cunha 12 é inserida no corpo 1, levando em conta a sobreposição dos campos de vedação da cunha e do assento, garantindo a estanqueidade do produto, e deixe montado até a autonegação. A válvula está pronta para operação.
Dependendo do grau de desgaste dos campos de vedação das sedes 10 e da cunha 11, uma ou duas sedes são instaladas no elemento elástico 6.
Assim, a usinagem mínima “como limpa”, lapidação de quatro campos, rosqueamento - essa é a quantidade de usinagem do método proposto, que é muito menor do que os análogos conhecidos. As folgas na interface permitem que o assento aparafusado se alinhe automaticamente ao longo da cunha, e um elemento elasticamente deformável permite selecionar todas as folgas nas vedações.
Um método para reparar válvulas de gaveta, principalmente válvulas de cunha, instalando com folga as sedes acabadas nos orifícios do corpo em uma composição adesiva autoendurecível, seguida de montagem e cura da composição adesiva montada, caracterizada por as roscas serem cortadas na furos do corpo e nos assentos antes da montagem, cada assento sendo feito com uma saliência radial anular, depois disso os assentos são aparafusados na composição adesiva de autoendurecimento nos furos roscados do corpo, enquanto um elemento elasticamente deformável é instalado entre os furos anulares saliências radiais dos assentos ou as extremidades dos assentos e do corpo.
A necessidade de manutenção da válvula é sua principal desvantagem, mas a possibilidade de reparo é uma das principais vantagens.
Desligamento de fluxo com vazamento
Defeitos nas superfícies de contato do obturador e da carcaça. (escala, conchas, arranhões)
Polimento de superfícies de vedação na válvula e no corpo. Como regra, as superfícies de contato são feitas de bronze. Para fazer isso, é necessário desmontar a tampa, remover o obturador e, se necessário, a caixa. A moagem é realizada com pastas diamantadas de vários tamanhos de grão com uma transição gradual de grosso para fino.
Deve-se ter em mente que em válvulas de cunha de cunha após várias lapidações, a válvula cede, o que leva a vazamentos mesmo com superfícies polidas da cunha.
Vazamento sob a caixa de vedação na haste
Aperte os bucins e, se necessário, substitua o empanque do bucim.
Se, após a substituição da caixa de vedação, o vazamento não puder ser eliminado, provavelmente se formaram conchas de corrosão na haste e ela terá que ser soldada ou substituída.
Volante não pode ser girado
Ocorre em válvulas desprovidas de atenção do pessoal de serviço e abertas menos de uma vez por ano. A razão é a escala nas superfícies de vedação.
Remova a tampa superior da válvula e limpe as superfícies de vedação do disco e do corpo. Se necessário, esmerilhe as superfícies de atrito.
Não é permitido bater na haste, pois a porca guia pode ser arrancada.
Volante gira mas a válvula não abre
Obturador quebrado “caiu as bochechas”
Nas válvulas de haste ascendente, este problema ocorre quando o “cam” da haste que prende a válvula está desgastado ou se as roscas da porca guia da haste foram desencapadas.
Se houver um problema com a haste, ela deve ser substituída ou um “cam” desgastado soldado.
Uma porca guia desgastada deve ser substituída se o design da válvula permitir.
Nas válvulas com haste não ascendente, a válvula pode cair quando a porca nela fixada estiver desgastada. Para eliminar o mau funcionamento, é necessário substituir o obturador, pois provavelmente não será possível substituir uma porca por uma rosca descascada.
É proibido desmontar a válvula sob pressão.
Após a instalação, é necessário remover o ar da válvula, para isso, os parafusos que pressionam a caixa de vedação são afrouxados e, após o aparecimento de gotas de água sob a caixa de vedação, os parafusos são pressionados.
Uma vez por mês, execute um ciclo completo, abrir / fechar, para limpar as superfícies de atrito de uma pequena camada de incrustações ou lodo acumulados.
Mantenha a haste da válvula com haste ascendente lubrificada.
Uma vez por semana, verifique o aperto da gaxeta da haste e, se necessário, aperte-a ou substitua-a. Não é permitido substituir a caixa de vedação na tubulação sob pressão.
A válvula gaveta não deve estar em uma posição intermediária durante a operação. A posição totalmente aberta ou totalmente fechada do obturador é permitida.
As conexões para tubos são usadas por empresas do setor de energia, habitação e organizações comunais, nas indústrias metalúrgica, química, alimentícia e outros tipos de indústria.
Tabela de variedades e classificações de válvulas para a tubulação.
As válvulas de fechamento, separação de fases, proteção, distribuição, alta pressão, fechamento e controle e controle atuam na área de fluxo, determinam mudanças no fluxo de substâncias e as controlam de fato. A tarefa das válvulas de corte é iniciar e parar o fluxo do meio de trabalho. O diagnóstico oportuno e o reparo de alta qualidade das válvulas gaveta garantem a operação eficiente de todo o sistema, fixação confiável das posições extremas do conjunto (“fechado”, “aberto”).
O movimento do fluxo de gás, vapor ou líquido é regulado pelo tipo mais comum de válvulas - a válvula. É condicionalmente possível classificar os dispositivos de acordo com várias características.
Por tipo, as válvulas são distinguidas:
As superfícies de vedação da comporta de uma válvula de gaveta paralela são paralelas umas às outras.
De acordo com a forma da válvula, as válvulas de válvula são distinguidas:
Uma característica das válvulas de guilhotina é interromper o movimento do fluxo de substâncias pela rotação translacional da comporta perpendicular ao fluxo principal da substância transportada. As superfícies de vedação do portão em cunha estão localizadas em um determinado ângulo em relação umas às outras. Todos os tipos de cunhas são feitos de aço de alta liga. Aplicação - transporte de amônia (líquida e gasosa), vapor e água, derivados de petróleo não agressivos.
As superfícies de vedação da comporta de uma válvula de gaveta paralela são paralelas umas às outras. Existem válvulas de válvula de disco único (gate) e de disco duplo.
De acordo com o tipo de movimento do fuso existem válvulas de gaveta:
- com fuso rotativo (movimentos translacionais-rotacionais e translacionais);
- com haste ascendente e fuso (somente movimentos rotativos).
As válvulas de haste rotativa são usadas em tubulações onde é necessário fornecer lubrificação por fricção da porca da haste e do fuso e não há ameaça de corrosão do conjunto. As válvulas gaveta com haste ascendente são mais altas que as rotativas, devido às suas características técnicas são utilizadas em todos os outros sistemas.
A válvula de ferro fundido é usada para iniciar e parar completamente o movimento do fluxo de substâncias. A temperatura máxima de operação é de 225°C.
De acordo com o tipo de material, as válvulas são distinguidas:
Uma válvula de aço bloqueia o movimento na tubulação. As substâncias de trabalho permitidas são vapor, água, produtos petrolíferos não agressivos em forma gasosa e líquida. Eles são usados para trabalhar com diferentes níveis de pressão e passagens em clima temperado ao longo de toda a extensão da tubulação.
A válvula de ferro fundido é usada para iniciar e parar completamente o movimento do fluxo de substâncias. A temperatura máxima de operação é de 225°C. As substâncias permitidas são vapor, derivados de petróleo, óleo, água. A instalação em uma tubulação horizontal e vertical é permitida, levando em consideração as características de instalação.
Ambos os tipos de válvulas de gaveta pertencem à categoria de acessórios reparáveis com duração forçada de operação.
Separadamente, distingue-se uma válvula de manga flexível, que consiste em um tubo elástico colocado em uma caixa protetora flangeada nos flanges. Não há contato com o ambiente de trabalho. O princípio de operação é a sobreposição unilateral ou bilateral de uma mangueira elástica (aperto). Aplicação - transporte de pastas abrasivas, derivados de petróleo, lamas, substâncias agressivas. A temperatura média não deve ultrapassar 110°C e a pressão na tubulação não deve exceder 6 kgf/cm2.
A instalação e a manutenção dos dispositivos devem ser realizadas por especialistas altamente qualificados.
O uso de válvulas de válvula em dutos tecnológicos e de transporte em empresas-chave e auxiliares de vários tipos de indústria, em sistemas de energia, em dutos de gás, petróleo e água se deve às seguintes características técnicas:
- longa vida útil sob condições adversas;
- baixa resistência hidráulica;
- resistência a cargas significativas.
A instalação e manutenção dos dispositivos deve ser realizada por especialistas de alta categoria com um nível de conhecimento suficiente, permissão para realizar uma operação específica, possuindo habilidades para usar um tipo específico de válvula.
A principal causa do mau funcionamento da válvula é o dano à superfície dos anéis de vedação devido à entrada de pequenas partículas estranhas (areia, incrustações, etc.), enquanto a estanqueidade da estrutura é violada e a substância transportada vaza. Além de perdas materiais significativas, quando substâncias perigosas ou agressivas são transportadas por dutos com componentes defeituosos, são possíveis danos ambientais e, nas situações mais difíceis, há ameaça à vida dos trabalhadores envolvidos no processo.
Após a conclusão do trabalho, os especialistas testam as unidades quanto à estanqueidade das vedações, testam o desempenho do dispositivo.
O diagnóstico oportuno e o reparo da condição técnica da unidade afetam a qualidade e a eficiência do sistema.
Para eliminar avarias, dependendo da localização da unidade danificada, observando as regras de segurança, as válvulas são desmontadas e, após a conclusão do trabalho, são montadas com uma ferramenta padrão em oficinas especialmente equipadas ou diretamente no sistema de tubulação. O funcionário responsável pela execução do trabalho é obrigado a fornecer proteção adequada dos elementos roscados e vedantes contra danos, para evitar a entrada de partículas estranhas nas cavidades de montagem. Após a conclusão do trabalho, os especialistas testam as unidades quanto à estanqueidade das vedações, o obturador, a conexão da gaxeta e testam o desempenho do dispositivo.
A reparação e desmontagem das válvulas das válvulas é proibida se:
- há pressão na cavidade ou sistema da válvula;
- o meio permanece no dispositivo.
É inaceitável usar nós para regular o fluxo.














